

أنواع اللحامات اللحامات والمفاصل. اللحام - اللحام
أنواع المفاصل الملحومة و اللحامات
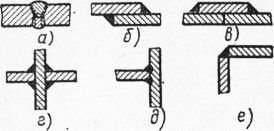
هناك الأنواع الرئيسية التالية من المفاصل الملحومة: بعقب ، تداخل ، على شكل حرف T ، زاوية ، فترة زمنية محددة ، وجه ، مع تراكب ، المسامير الكهربائية.
تعد وصلات المفاصل (الشكل 1) هي الأكثر شيوعًا في جميع طرق اللحام تقريبًا ، نظرًا لأنها تعطي أقل إجهادات وسلالات داخلية أثناء اللحام.
وتستخدم أساسا المفاصل بعقب للإنشاءات من الصفائح المعدنية. أنها تتطلب أقل استهلاك من المعادن الأساسية واللحام ووقت اللحام ، ويمكن إجراء المعادن الأساسية قوة متساوية. ومع ذلك ، عند أداء بعقب المفاصل تحتاج إلى إعداد دقيق ودقيق إلى حد ما من الأوراق للحام وتناسبها مع بعضها البعض.
عند اللحام اليدوي للقوس الفولاذية بسماكة 4-8 مم ، يمكن قطع الحواف بزاوية يمين السطح. في هذه الحالة ، يتم وضع الأوراق مع وجود فجوة I-2 مم.
بدون حواف مائلة ، يمكن لحام الصفائح التي يصل حجمها إلى 3 مم مع جانب واحد وما يصل إلى 8 ملم مع لحام ثنائي الاتجاه في المفصل.
يتم ربط الألواح ذات السماكة من 4 إلى 26 ملم للحام القوس اليدوي في مفصل مع حافة واحدة من الحواف. يسمى هذا النوع من إعداد الحافة على شكل حرف V. تتصل الألواح بسمك 12-40 مم وأكثر مع حافة مائلة من الحواف ، تسمى على شكل X.
يتم تقليب الحواف لمنع تدفق المعدن أثناء (الاحتراق). يتم ترك الفجوة بين الحواف المراد لحامها لتسهيل اختراق جذر التماس (الأجزاء السفلية من الحواف). من الأهمية بمكان لجودة اللحام الحفاظ على عرض فجوة موحد على طول التماس بأكمله ، أي مراعاة الحواف المتوازية.
تتمتع الحواف المائلة ذات الجوانب المزدوجة (على شكل X) بمزايا أكثر من جانب واحد (على شكل حرف V) ، حيث أنه مع نفس سماكة الألواح التي يتم لحامها ، سيكون حجم المعدن الملحوم أقل مرتين تقريبًا من الحواف المائلة أحادية الجانب. وفقا لذلك ، فإن استهلاك الأقطاب الكهربائية والطاقة الكهربائية أثناء اللحام سوف ينخفض. بالإضافة إلى ذلك ، توفر الحواف المائلة على الوجهين ضغوطًا أقل تشوهًا وبقايا أثناء اللحام مقارنة بأحادية الجانب. لذلك ، ينصح بربط الأوراق التي يزيد سمكها عن 12 مم مع شطبة حواف على شكل X. ومع ذلك ، هذا ليس دائمًا ممكنًا نظرًا لتصميم وحجم المنتج.
التين. 1. بعقب المفاصل:
صفائح من نفس السماكة ، ب - سمك مختلف ، صفائح من سمك كبير في اللحام متعدد الطبقات
صفائح من نفس السماكة ، ب - سمك مختلف ، صفائح من سمك كبير في اللحام متعدد الطبقات
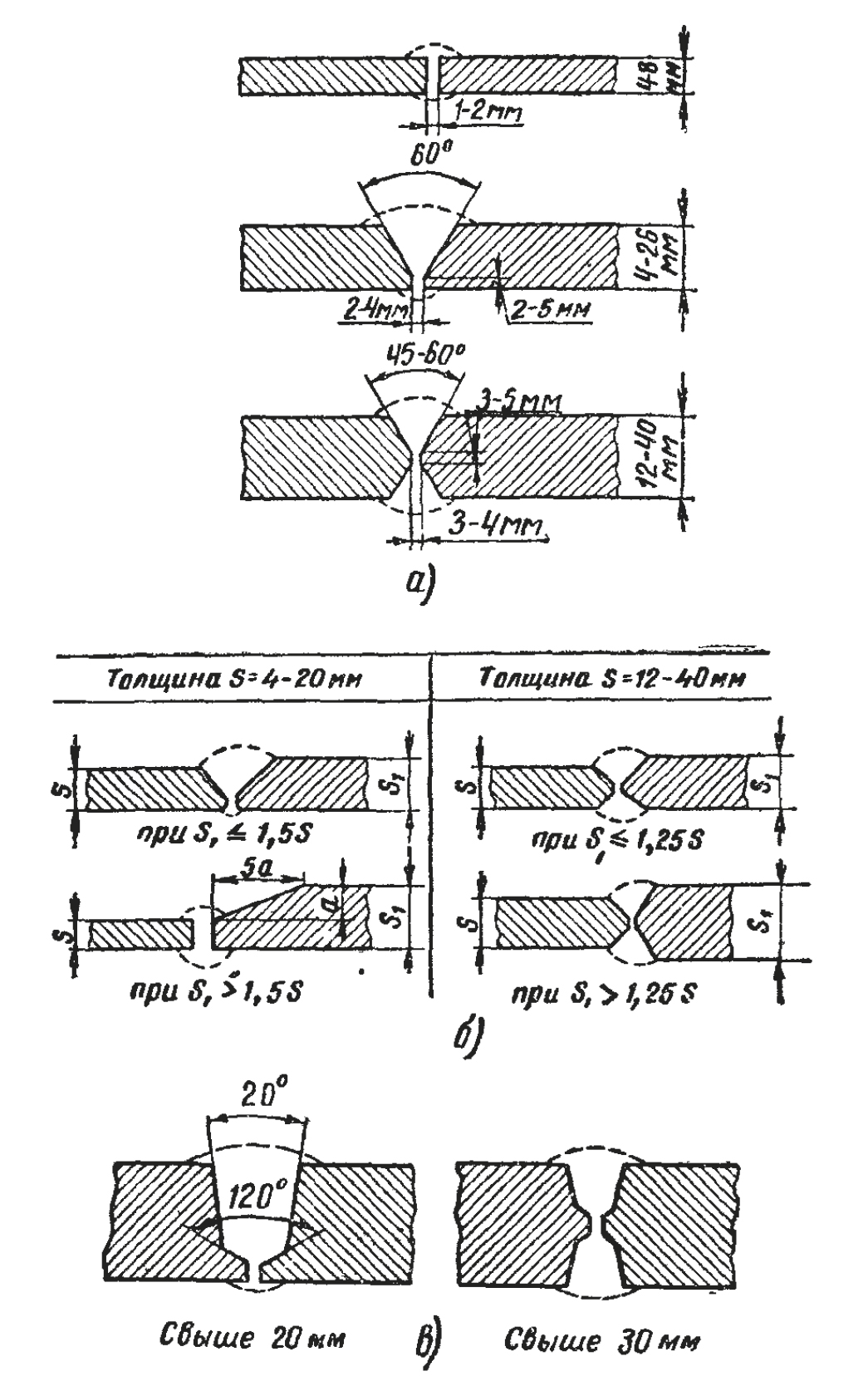
في لحام القوس اليدوي للصلب بسماكة تزيد عن 20 مم ، يمكن تقليل زاوية الميل بين الحواف من 60 إلى 45 درجة. يجب أن تساوي الفجوة بين حواف الحواف 4 مم 9 ، مما يسهل اختراقها بشكل صحيح. يؤدي تقليل الزاوية المائلة للحواف إلى تقليل حجم معدن اللحام ، وبالتالي إلى زيادة إنتاجية اللحام واقتصاد الأقطاب الكهربائية.
حواف الصفائح ذات سماكة غير متساوية ، مرتبطة بالمفصل ، يتم تهذيبها كما هو موضح بالشكل. 1 ب ، مع ورقة سمكا يجري تهيج إلى درجة أكبر.
عند الربط بين الفولاذ ذي السماكة الكبيرة من أجل تقليل كمية المعدن المودع ، يلجأون في بعض الحالات إلى شكل من أشكال تحضير الحافة: للسمك من 20 إلى 50 مم ، من جانب واحد وأكثر من وجهين (الشكل 1 ، و).
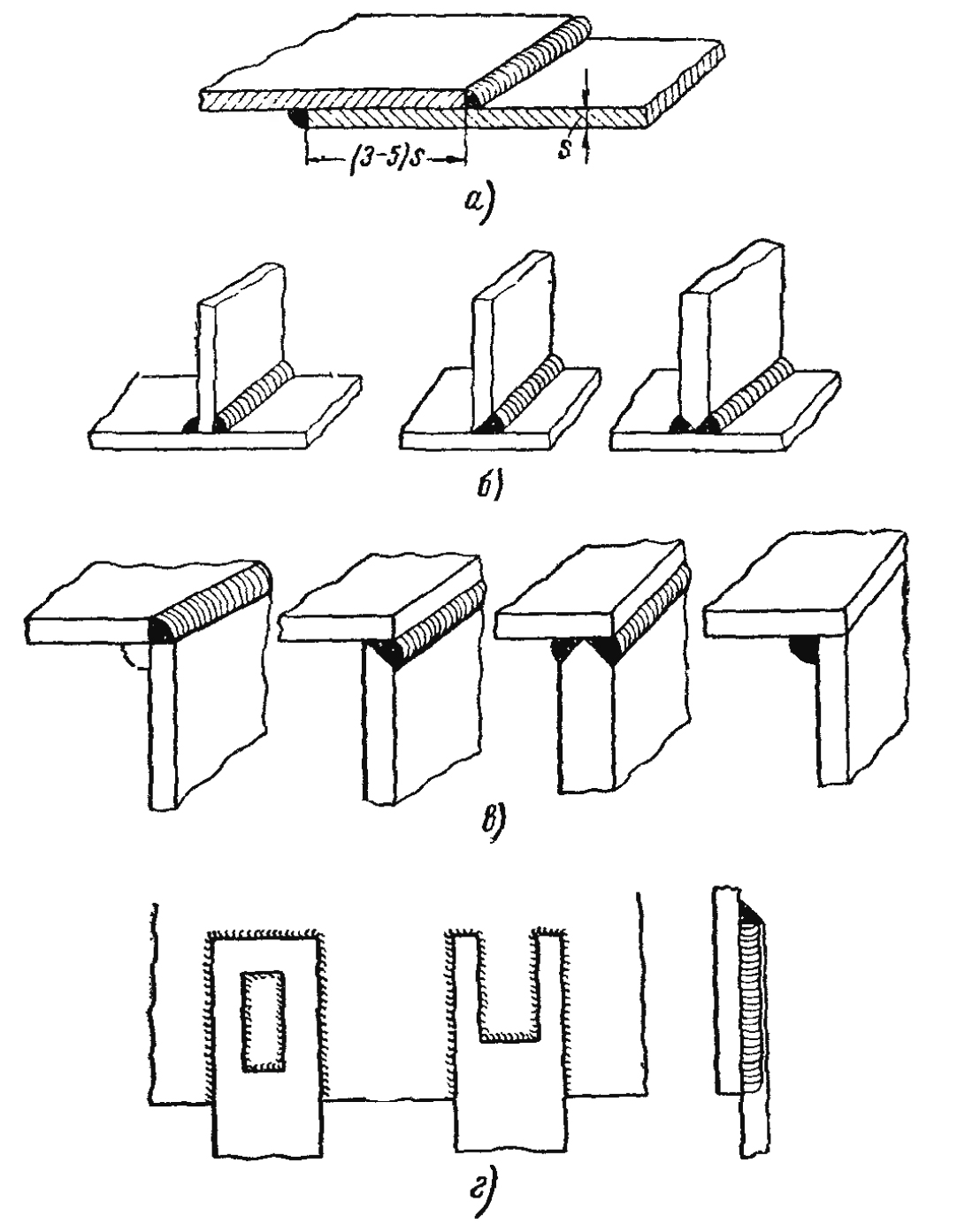
تُستخدم المفاصل في اللفة (الشكل 2 ، أ) بشكل أساسي في اللحام القوسي لهياكل البناء المصنوعة من الفولاذ بسماكة لا تزيد عن 10-12 مم. أنها لا تتطلب معالجة خاصة من الحواف ، باستثناء التشذيب. مع مثل هذا الاتصال ، يوصى بلحام الألواح على كلا الجانبين ، لأن اللحام من جانب واحد ، قد تدخل الرطوبة في الفجوة بين الأوراق والصدأ اللاحق للمعادن في هذا المكان.
يتم تبسيط تجميع المنتج وإعداد الألواح عند تداخل اللحام ، لكن استهلاك المعدن الرئيسي واللحام أكبر من استهلاكه أثناء بعقب اللحام. في حالة اللحام الكهربائي للأسطوانة والبقعة ، يتم استخدام الوصلات فقط في حالة التداخل.
مفاصل T (الشكل 2 ، ب) تستخدم على نطاق واسع لحام القوس ؛ يتم تنفيذ بدون حواف مائلة وحواف مائلة على جانب واحد أو على كلا الجانبين. يجب أن يكون للورقة العمودية حافة قطع متساوية إلى حد ما مع شطبة أحادية الجانب وذات وجهين ، تترك حواف الورقة الرأسية بين الشرائط الرأسية والأفقية فجوة تتراوح بين 2-3 مم لأفضل اختراق للورقة العمودية عبر السماكة بالكامل. يتم استخدام شطبة من جانب واحد إذا كان تصميم المنتج لا يسمح باللحام t-مفصل على كلا الجانبين.
تُستخدم مفاصل الزاوية في لحام مختلف حواف الألواح المعالجة مسبقًا وتظهر في الشكل. 2 ، ج. توجد الأجزاء المراد لحامها بزاوية صحيحة أو بزاوية أخرى ويتم لحامها على الحواف. تستخدم هذه المركبات بشكل أساسي في خزانات اللحام التي تعمل تحت ضغط داخلي منخفض من الغاز أو السائل. أحيانًا يتم غليان مفاصل الزاوية أيضًا من الداخل ، كما هو موضح في الخط المنقط في الشكل. 2 ، في (اليسار).
تُستخدم الوصلات المفصلية (الشكل 2 ، د) عندما لا يوفر طول التماس الطبيعي في التداخل قوة كافية. يمكن أن تكون المفاصل المشقوقة مغلقة أو مفتوحة. عادة ما يتم إجراء القطع عن طريق قطع الأكسجين.
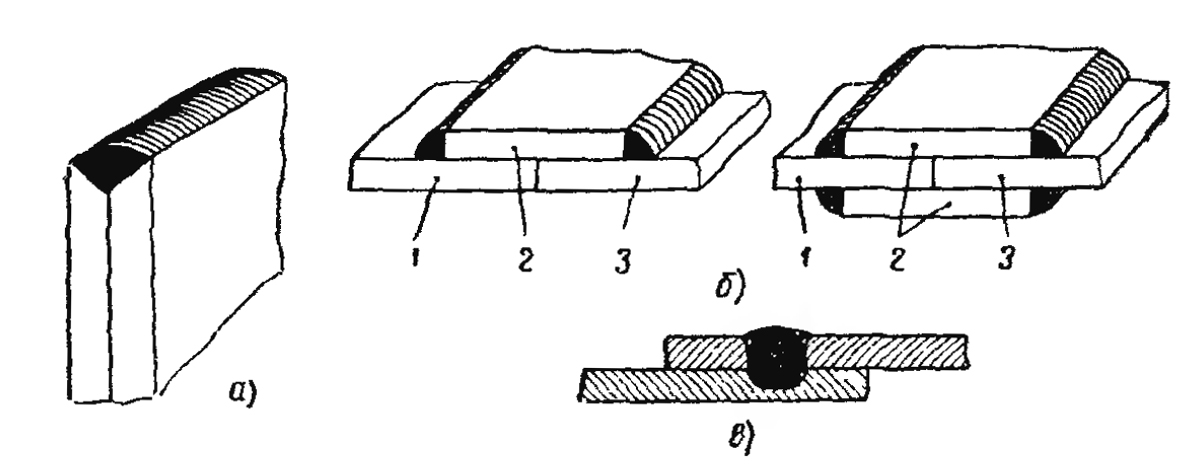
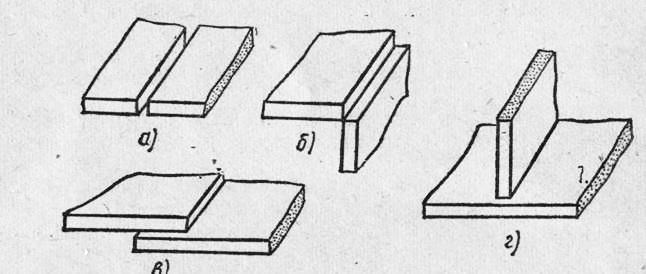
تظهر الوصلات الجانبية أو الجانبية في الشكل. 3 ، أ. يتم ربط الأوراق بواسطة أسطحها وملحومة حتى الأطراف المجاورة.
تظهر الاتصالات مع التراكبات في الشكل. 3 ، ب. لوحة الغلاف J؟ ، التي تتداخل مع تقاطع الأوراق 1k3 ، ملحومة على الحواف الجانبية إلى سطح الأوراق. تتطلب هذه المركبات استهلاكًا إضافيًا من المعدن على البطانة وبالتالي يتم استخدامها فقط في الحالات التي لا يمكن استبدالها بمفاصل بعقب أو حضن لسبب ما.
يظهر الاتصال بواسطة المسامير الكهربائية في التين. 3 ، ج. بمساعدة المسامير الكهربائية تصبح قوية ، ولكن ليس اتصالات ضيقة. يتم حفر الصفيحة العلوية ويتم تخمير الفتحة بحيث يتم التقاط الصفيحة السفلية. في عملية اللحام بالقوس المغمور الأوتوماتيكي ، فإن الطبقة العليا ، إذا كان سمكها صغير ، لا يتم حفرها مسبقًا ويتم إذابتها بواسطة قوس اللحام.
المركبات الموصوفة هي نموذجية لدليل لحام القوس الصلب. في لحام الغاز ولحام القوس المغمور ولحام المعادن غير الحديدية المنخفضة الصهر وفي حالات أخرى ، قد يكون شكل الحواف مختلفًا. سيتم تقديم المعلومات ذات الصلة بهم في الفصول اللاحقة عند وصف طرق اللحام هذه.
تنقسم اللحامات إلى المجموعات التالية:
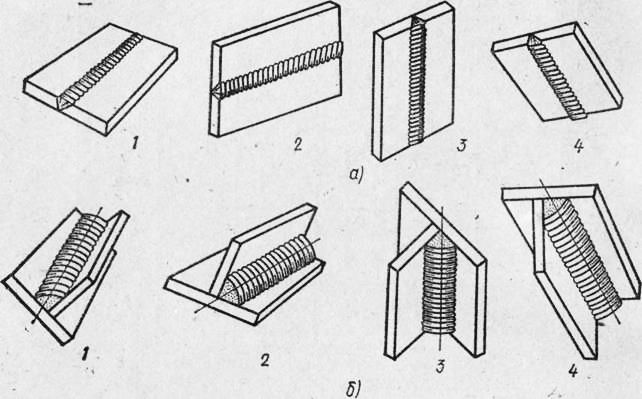
1. حسب الموقع في الفضاء - أقل ، أفقي ، رأسي وسقف (الشكل 4 ، أ). أبسط أداء هو التماس السفلي ، والأكثر صعوبة - السقف. يمكن إجراء مفاصل السقف من قبل عمال اللحام الذين أتقنوا هذا النوع من اللحام. نفذ مفاصل السقف لحام القوس هو أصعب من لحام الغاز. اللحام الأفقي و المفاصل العمودية على السطح العمودي أكثر تعقيدًا إلى حد ما من اللحام على الطبقات السفلية.
2. فيما يتعلق بالجهود الحالية - الجناح ، الطرف ، أو الأمامي ، مجتمعة ومائلة (الشكل 4 ، ب).
3. على طول - مستمر ، أو مستمر ، ومتقطع (الشكل 4 ، ج). تُستخدم اللحامات المتقطعة في الحالات التي لا ينبغي أن يكون الاتصال فيها ضيقًا ، ولا يتطلب حساب القوة التماسًا صلبًا بحساب القوة.
بالنسبة إلى التماس غير المتصل ، يتراوح طول الأجزاء الفردية (/) من 50 إلى 150 مم ؛ عادة ما تكون المسافة بين أقسام التماس 1.5-2.5 أضعاف طول القسم ؛ تسمى قيمة t خطوة التماس. يتم استخدام اللحامات المتقطعة على نطاق واسع ، حيث إنها توفر مدخرات في المعدن اللحام والتكلفة ووقت اللحام.
4. وفقا لدرجة التحدب - طبيعي ، محدب ومقعور (الشكل 4 ، د). يعتمد انتفاخ التماس (أ) على نوع الأقطاب الكهربائية المستخدمة: تنتج الأقطاب المطلية برقيقة التماس مع انتفاخ كبير ، مع أقطاب مغلفة بطبقة سميكة ، وعادة ما يتم الحصول على طبقات طبيعية بسبب زيادة سيولة المعدن المنصهر.
التين. 2. المفاصل الملحومة:
أ - التداخل ، ب - على شكل T ، ج - الزاوي ، د - الشق
التين. 3. الاتصالات الملحومة:
أ - الوجه ، أو الجانب ، مع بطانة ب ، في - المسامير الكهربائية
التين. 4. تصنيف طبقات:
الموضع في الفضاء "6 - فيما يتعلق بالقوة الحالية في - بالطول, درجة Z- المطبات سطح التماس
الموضع في الفضاء "6 - فيما يتعلق بالقوة الحالية في - بالطول, درجة Z- المطبات سطح التماس
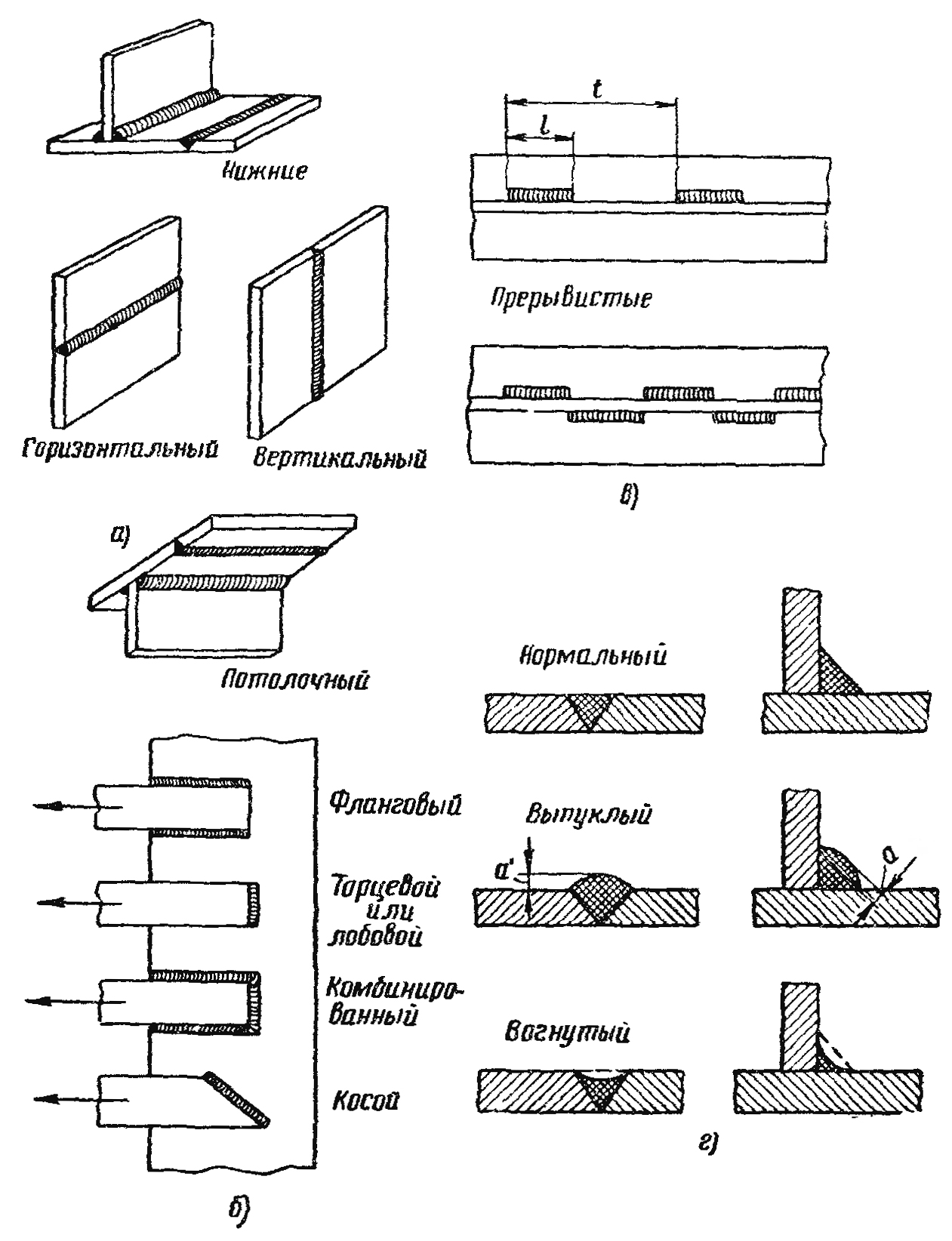
أظهرت الدراسات أن طبقات الانتفاخ الكبيرة لا تزيد من قوة التماس ، خاصة إذا تعرض المفصل الملحوم لأحمال واهتزازات متغيرة. يفسر ذلك حقيقة أنه عند اللحامات ذات الانتفاخ الكبير ، من المستحيل الحصول على انتقال سلس من أسطوانة التماس إلى المعدن الأساسي وفي هذا المكان يتم تشكيل شيء يشبه "تقويض" حافة التماس ، حيث يحدث تركيز كبير للضغط. لذلك ، تحت تأثير المتغيرات أو الأحمال الصدمية أو الاهتزازية ، قد يبدأ مفصل اللحام من هذا المكان ، وتكون الطبقات ذات الانتفاخ الكبير غير اقتصادية ، نظرًا لاستهلاك المزيد من الأقطاب الكهربائية والوقت والكهرباء للقيام بها.
5. حسب نوع الاتصال - بعقب والزاوي (الأسطوانة). وتستخدم طبقات الزاوية للمفاصل في التداخل ، بعقب ، المفاصل الزاوية وتبطين الاتصالات. الجانب من التماس الزاوية (الشكل 5) هو الساق. المنطقة المظللة AVBG تميز درجة التحدب من اللحام مقارنة بالعادة العادية ولا تؤخذ في الاعتبار عند تحديد قوة المفصل الملحوم. تم صنع طبقات الركن بحيث تكون أرجلهم متساوية ، بمعنى S - OG = k. الزاوية بين جانبي OG و VG هي 45 درجة.
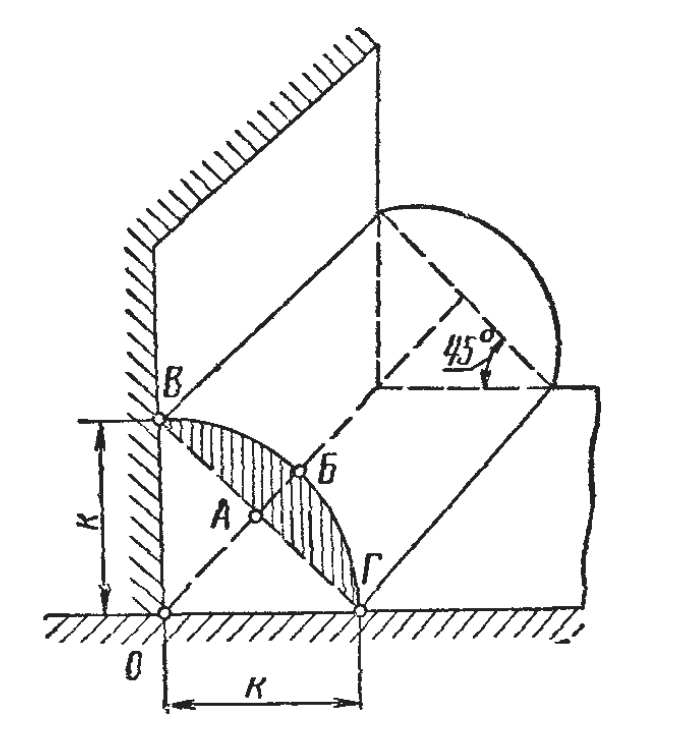
التين. 5 ، الزاوية (الأسطوانة) التماس
تعيين اللحامات في الرسومات
يشار إلى طبقات اللحام في الرسومات باستخدام أسطورة الرسومات. وفقًا لـ GOST 5263-56 ، يتكون رمز رسم التماس من العناصر التالية: مؤشر نوع اللحام ، وعلامة الرسوم الشرطية لنوع التماس ، وعلامات وأبعاد إضافية لعناصر التماس.
تُستخدم الحروف التالية كمؤشرات لتحديد أنواع اللحام: E - القوس الكهربائي ، G - الغاز ، 3 - في البيئة غازات واقية و CT - الاتصال.
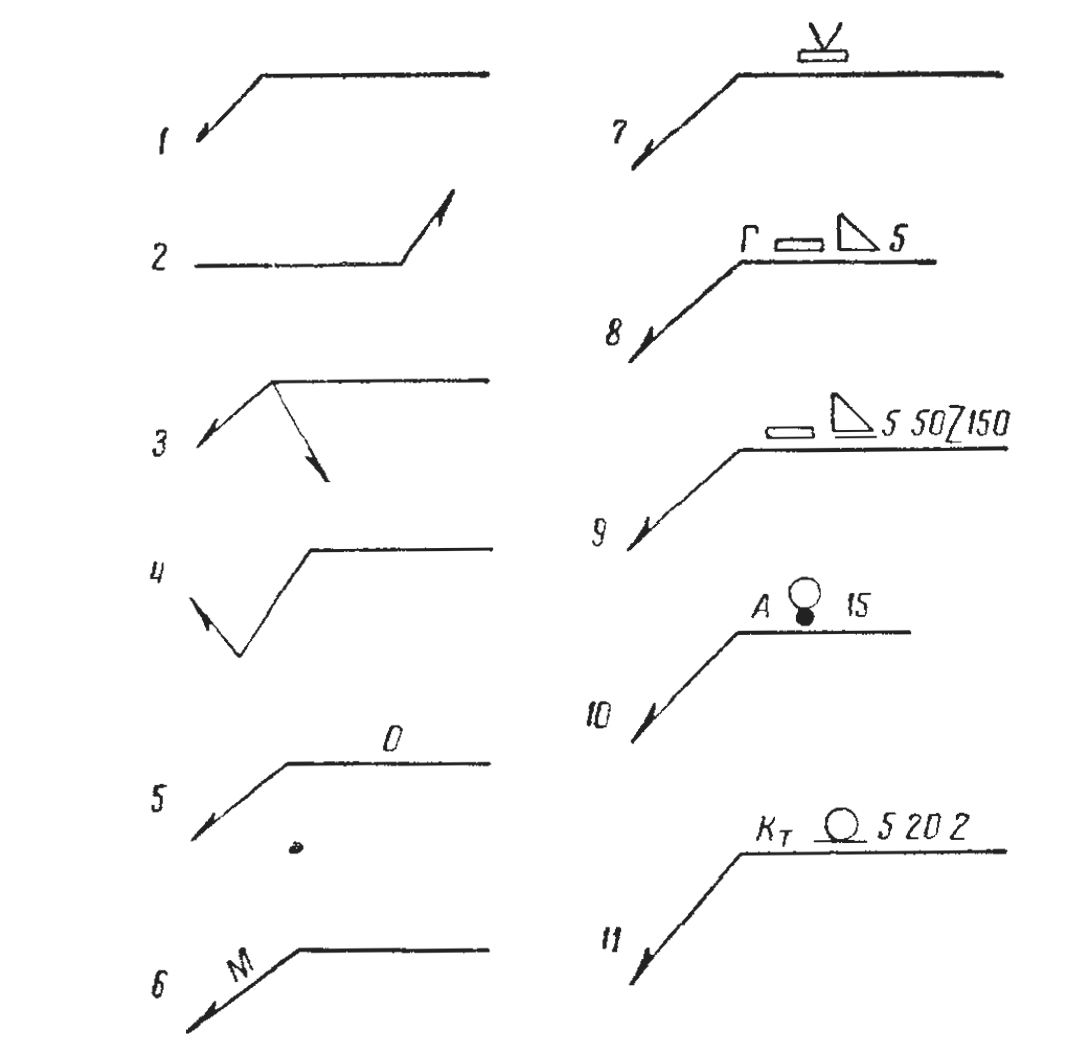
في الرسم ، يشار إلى اللحام بخط تمديد مائل مع مقطع أفقي. ينتهي خط التمديد بسهم أحادي الاتجاه (الشكل 6). يتم وضع الرسم البياني للحام المرئي للمفصل الملحوم على القسم الأفقي ، والقسم غير المرئي - أسفل القسم الأفقي لخط التمديد. إذا كان السهم يشير إلى التماس ، لا ينص عليه GOST
التين. 6. السهام تدل على طبقات مختلفة:
1 ، 2 عبارة عن أسهم مفردة ، 3 عبارة عن سهم مزدوج ، 4 عبارة عن سهم به خط امتداد مكسور ، 5 هو سهم يمثل خطًا خاصًا ، 6 هو سهم يمثل خطًا للتجمع ، و 7 عبارة عن خط متصل من جانب واحد على شكل حرف V مع بطانة وشطبة بحافتين ، مصنوعة من اللحام بالقوس ، 8 - التماس أحادي الجانب بدون حواف مائلة مع أرجل 5 مم ، مصنوعة حول المحيط بواسطة اللحام بالغاز ، 9 تماس بدون حواف مائلة مع حبة 5 مم مع طول المقطع الذي يتم لحامه 50 مم وتباعده 150 مم ، اللحام بالقوس. 10 - لحام من جانب واحد ، مصنوع من لحام الاختراق التلقائي مع عرض اختراق 15 مم ، П - لحام من جانب واحد من نقطة واحدة بقطر 5 مم ونقطة من 20 مم ، مصنوعة من اللحام الملامس 5263-56 ، ثم يتم وضع الحرف O (خاص) قبل تعيين اللحام. يتم تحديد طبقات التجميع بالحرف M الذي يتم وضعه فوق الموقع المائل لخط التمديد.
إعداد المعادن لحام
إذا كان المعدن الذي سيصنع الهياكل الملحومة متسخًا أو مشوهًا ، فيجب تنظيفه وتصحيحه. يمكن أن يتم التنظيف باستخدام فرش الأسلاك اليدوية والميكانيكية ، السفع الرملي ، لهب خاص للحرق ، ماء ساخن أو غسيل القلويات ، النقش في محاليل مختلفة من الأحماض وغيرها من الطرق.
لاستقامة المعادن المستخدمة آلات خاصة. على سبيل المثال ، يتم تقويم الأوراق عن طريق تمريرها عبر بكرات يمين الورقة التي تحتوي على 5 إلى 11 لفة صحيحة. كلما كانت سماكة الورقة المستقيمة أصغر ، زاد عدد اللفات التي يجب أن تتوفر في ماكينة تقطيع الألواح. زوايا الحكم في بكرات الزاوية اليمنى. يتم تحرير قناة و I-beam باستخدام مكابس ثني بشكل صحيح. مع أحجام الإنتاج الضئيلة للغاية ونقص المعدات المناسبة ، من الضروري في بعض الأحيان اللجوء إلى الاستقامة اليدوية للمعادن على اللوحة الصحيحة.
بعد الاستقامة ، يتعرض المعدن للعلامات ، حيث يتم تطبيق أبعاد قطعة الشغل للجزء ، والتي يتم إخضاعها بعد ذلك للحام ، بالطباشير والقلب والخراطة. في الإنتاج التسلسلي منتجات مماثلة لوضع العلامات هي قوالب تستخدم على نطاق واسع مصنوعة من الورق المقوى ، والخشب الرقائقي أو الصفائح المعدنية ، المقابلة في شكل وحجم الشغل.
قطع المعدن على المقصلة والمقص الدائري ، والمناشير الدائرية والمكابس ، أو قواطع الوقود أوكسي اليدوية وآلات لقطع الوقود أوكسي. يستخدم القطع الميكانيكي عادة للمعادن بسمك يصل إلى 10-12 مم ، وفي بعض الحالات يصل إلى 25-30 مم. سمكا المعادن وكذلك أجزاء شكل معقدوكقاعدة عامة ، يتم قطعها بمساعدة قطع وقود أوكسي.
قبل اللحام ، تتعرض حواف الأجزاء ، إذا لزم الأمر ، للتشذيب والحواف والتنظيف. يتم إجراء شطبة الحواف وفقًا لنوع الوصلة الملحومة. للحصول على سطح أملس ونظيف ، تُخيط حوافها على آلات متطورة يصل طولها التخطيطي إلى عدة أمتار.
في العديد من المصانع ، يتم استبدال الآلات المتطورة الضخمة والمكلفة بأجهزة خاصة لتقطيع الأكسجين ، مما يوفر سطحًا نظيفًا بدقة ودقة لازمة وأداءً عاليًا للقطع.
يعد قطع الأكسجين في الماكينة طريقة شائعة لإعداد حواف الألواح للحام ، خاصةً عندما يكون المعدن الذي يتم لحامه سميكًا (أجزاء من الأسِرَّة والألواح وأسطوانات الغلايات ، إلخ). يجب استخدام قطع الأكسجين في الماكينة في جميع الحالات التي يكون فيها مسموحًا به وفقًا للشروط التقنية لتصنيع هذا المنتج. لتسريع عملية حواف القطع والمحاور المنفذة في وقت واحد مع عدة قواطع مثبتة على نفس الجهاز في زوايا الميل المناسبة.
من المستحيل وجود أجزاء تكون حوافها مغطاة بالصدأ والزيت والطلاء وغيرها من الملوثات ، لأن هذا يؤدي إلى تفاقم ظروف القوس ويسبب مسامية معدن اللحام ويقلل من قوة المفصل الملحوم.
يتم تنظيف الحواف من الأوساخ مع فرش الأسلاك ، حجر الصنفرة ، الرملي ، النقش. بالنسبة للتنظيف الميكانيكي ، استخدم الآلات المحمولة باليد ذات عمود مرن ، وفي النهاية تم إصلاح فرشاة السلك أو حجر الصنفرة. الطرف الآخر من العمود متصل بمحرك كهربائي مركب على عربة متحركة خفيفة.
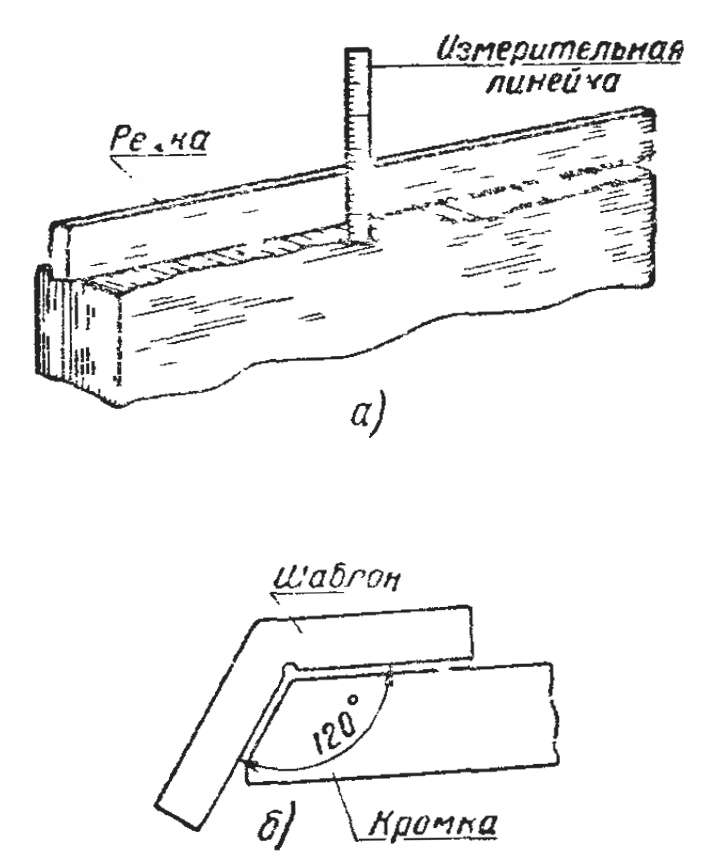
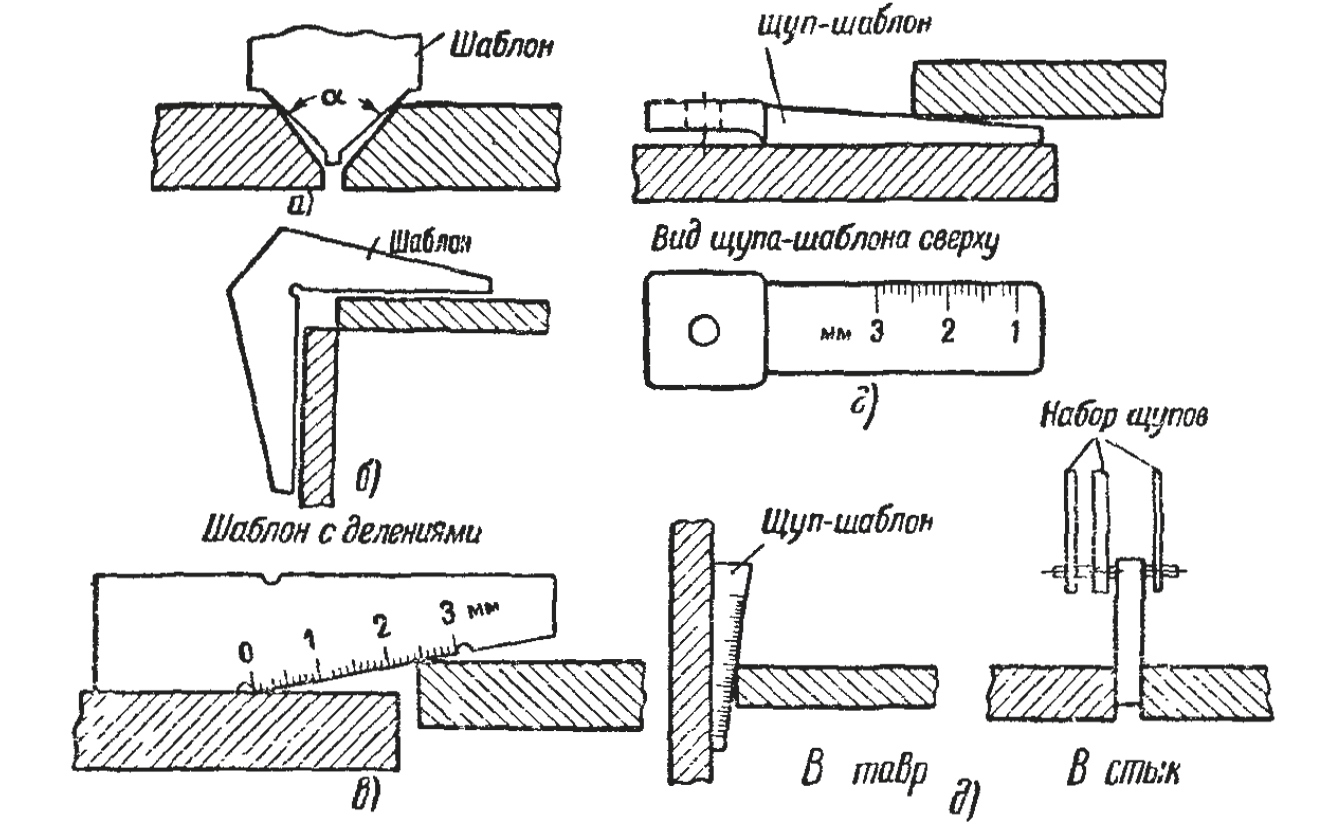
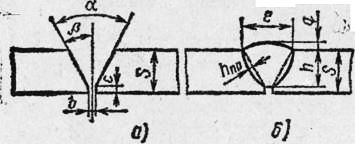
عند الحواف ، يجب ألا يكون هناك فجوات يزيد عمقها عن 1.5 مم ، ويجب التحقق من استقامة الحواف بسكة وقياس مسنن ، وزوايا مائلة مع قوالب (الشكل 7)
قبل اللحام ، يجب تنظيف قضبان الصب بشكل جيد من بقايا تربة الصب ، ويجب إزالة قشرة المسبك على السطح بحجر الصنفرة حيث سيتم تطبيق اللحامات.
في تصنيع مختلف الخزانات والغلايات والسفن الصفائح المعدنية F3 ، فإن هذا الأخير يخضع للتداول والختم. تُستخدم لفات الثني في التدحرج ، وتستخدم المطابع الميكانيكية والهيدروليكية في الختم. يمكن أن يتعرض الانحناء والدرفلة لتأجير المعادن الشخصية - الشرائط والزوايا والقنوات والحزم I والأنابيب. اعتمادًا على السُمك والشكل المرغوب لشغل الشغل ، يتم إجراء التدحرج والانحناء للمعادن في حالة بارد أو ساخن.
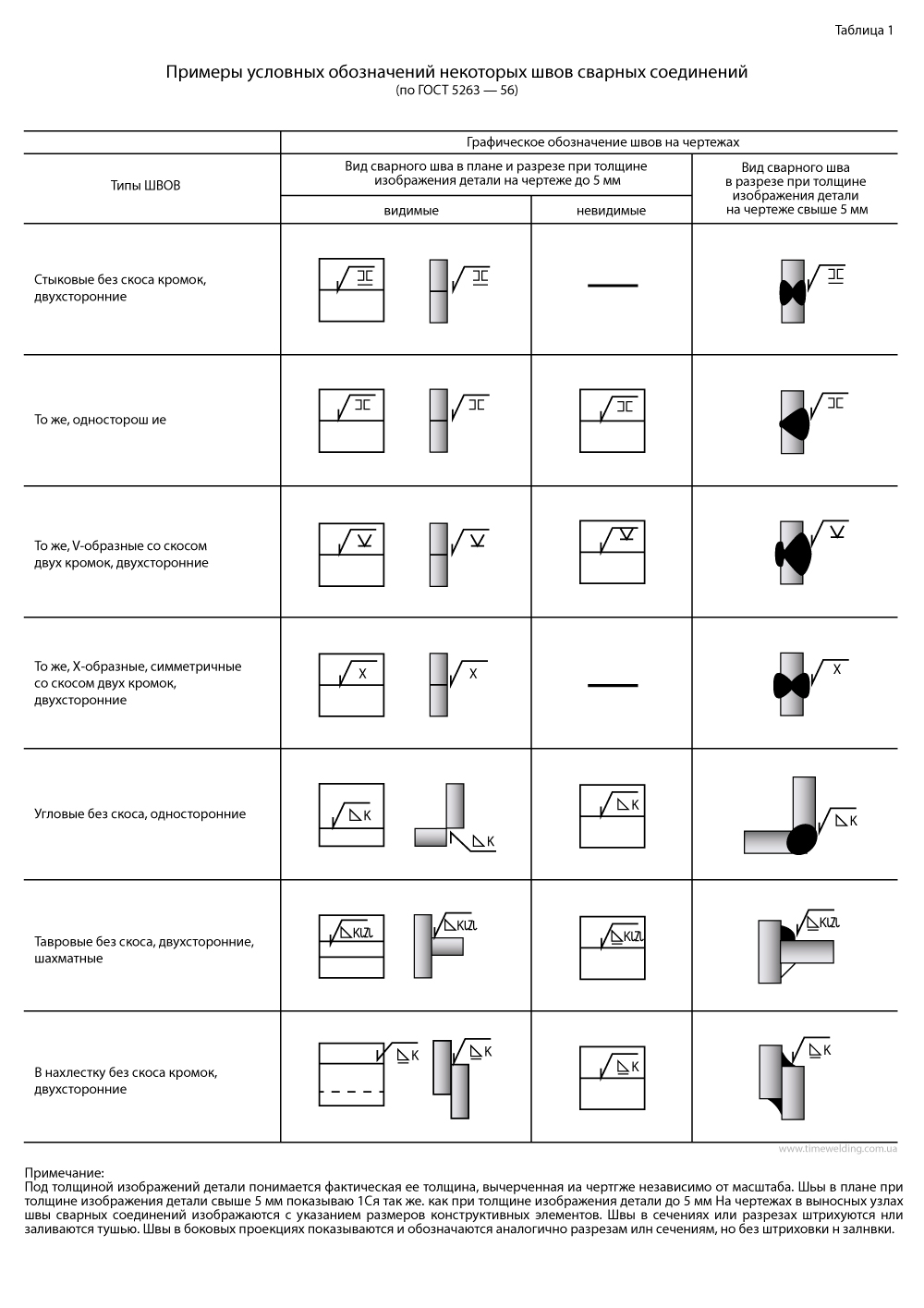
في علامة التبويب. يوضح الشكل 1 الرموز المعتمدة في GOST 5263-56 وأمثلة من الصور على رسومات بعض اللحامات.
الشكل 7. التحقق من جودة إعداد الحواف للحام
أ - استقامة حواف التشذيب ، ب - زاوية شطبة من الحواف
أ - استقامة حواف التشذيب ، ب - زاوية شطبة من الحواف
تجميع المنتجات للحام
تم إعدادها مسبقًا وإعدادها لأجزاء اللحام ثم انتقل إلى تجميع المكونات الفردية والمنتجات بشكل عام.
Build هي عملية صعبة للغاية بشكل عام. العملية التكنولوجية تصنيع الهياكل الملحومة. عند التجميع ، من المهم التأكد من دقة الملاءمة وتزامن حواف العناصر الملحومة.
Build هي عملية صعبة للغاية بشكل عام. العملية التكنولوجية تصنيع الهياكل الملحومة. عند التجميع ، من المهم التأكد من دقة الملاءمة وتزامن حواف العناصر الملحومة.
جمعت بطرق مختلفة. في بعض الحالات ، قم بتجميع الهيكل بأكمله ، ثم يتم لحامه. ولكن مع هذه الدورة لحام يكون ممتدًا ، ويكون لحام الهيكل المُجمع في بعض الحالات أمرًا صعبًا ، نظرًا لأن عمال اللحام لا يصلحون دائمًا لأداء اللحامات في أفضل وضع مناسب للحام.
التين. 8 تحقق من جودة التجميع - زاوية فتح حواف الأوراق ، 6 - صحة الزاوية اليمنى للتجميع. في حجم الفائض من الحواف ، الفجوة بين الصفائح الموجودة في التداخل ، d - الفجوات عند الاتصال الثور والمفصل.
لذلك ، طريقة تجميع ولحام الهياكل الكبيرة من التجميعات الملحومة مسبقًا منتشرة على نطاق واسع. في هذه الحالة ، يتم تسريع عملية التصنيع وتحسين جودة أعمال اللحام ، حيث يتم لحام التجميعات في الأجهزة. تستخدم هذه الطريقة في تصنيع ، على سبيل المثال ، السفن والسيارات والدبابات والدبابات والجسور وإطارات المباني ، إلخ.
يضمن استخدام الأجهزة دقة الموضع النسبي للأجزاء المُجمَّعة والمُلحَّمة ، ويسهل كثافة الماء في أعمال التجميع ، ويقلل من مدة عملية التجميع ، ويسهل عمل ماكينة اللحام أثناء التثبيت ، ومعالجة وتحويل المنتج. تمنع بعض الأجهزة تشويه الأجزاء أثناء اللحام ، لأنها توفر إبزيمًا صلبًا للأجزاء الملحومة.
تعتمد دقة تجميع المنتجات الموجودة أسفل على تصميمها والغرض منها ، وكذلك طريقة اللحام. يشار عادة إلى الرسومات وفي الشروط الفنية لتصنيع المنتج.
عندما يمكن توجيه لحام القوس اليدوي للهياكل المعدنية بالتفاوتات التالية على دقة التجميع:
الانحراف ، مم ناقص زائد
الفجوة بين حواف الأوراق ملحومة على المفصل إلى 1-2
ورقة تتداخل أثناء اللحامتداخل 1 10
زيادة حافة واحدة على أخرى بسماكة أوراق تصل إلى 10 مم - 1.5
نفس الشيء ، أكثر من 10 مم - 2
الفجوة بين الأوراق في اتصال تتداخل - 1
الفجوة بين العناصر في المفاصل T:
مع حواف فضفاضة - 2
عندما المخطط - 1
الفجوة بين حواف الأوراق ملحومة على المفصل إلى 1-2
ورقة تتداخل أثناء اللحامتداخل 1 10
زيادة حافة واحدة على أخرى بسماكة أوراق تصل إلى 10 مم - 1.5
نفس الشيء ، أكثر من 10 مم - 2
الفجوة بين الأوراق في اتصال تتداخل - 1
الفجوة بين العناصر في المفاصل T:
مع حواف فضفاضة - 2
عندما المخطط - 1
التين. 9. المقياس العالمي لحجم اللحامات وتطبيقها (التصميم B ، E. Usherov-Marshak):
فحص زاوية الفتح بعقب اللحام، ب - التحقق من محدب التماس الجدول. في - التحقق من ارتفاع التماس الزاوية:
مقياس للتحدب s1k080g0 التماس ، 2-مقياس لتحديد ارتفاع التماس العقدي
مقياس للتحدب s1k080g0 التماس ، 2-مقياس لتحديد ارتفاع التماس العقدي
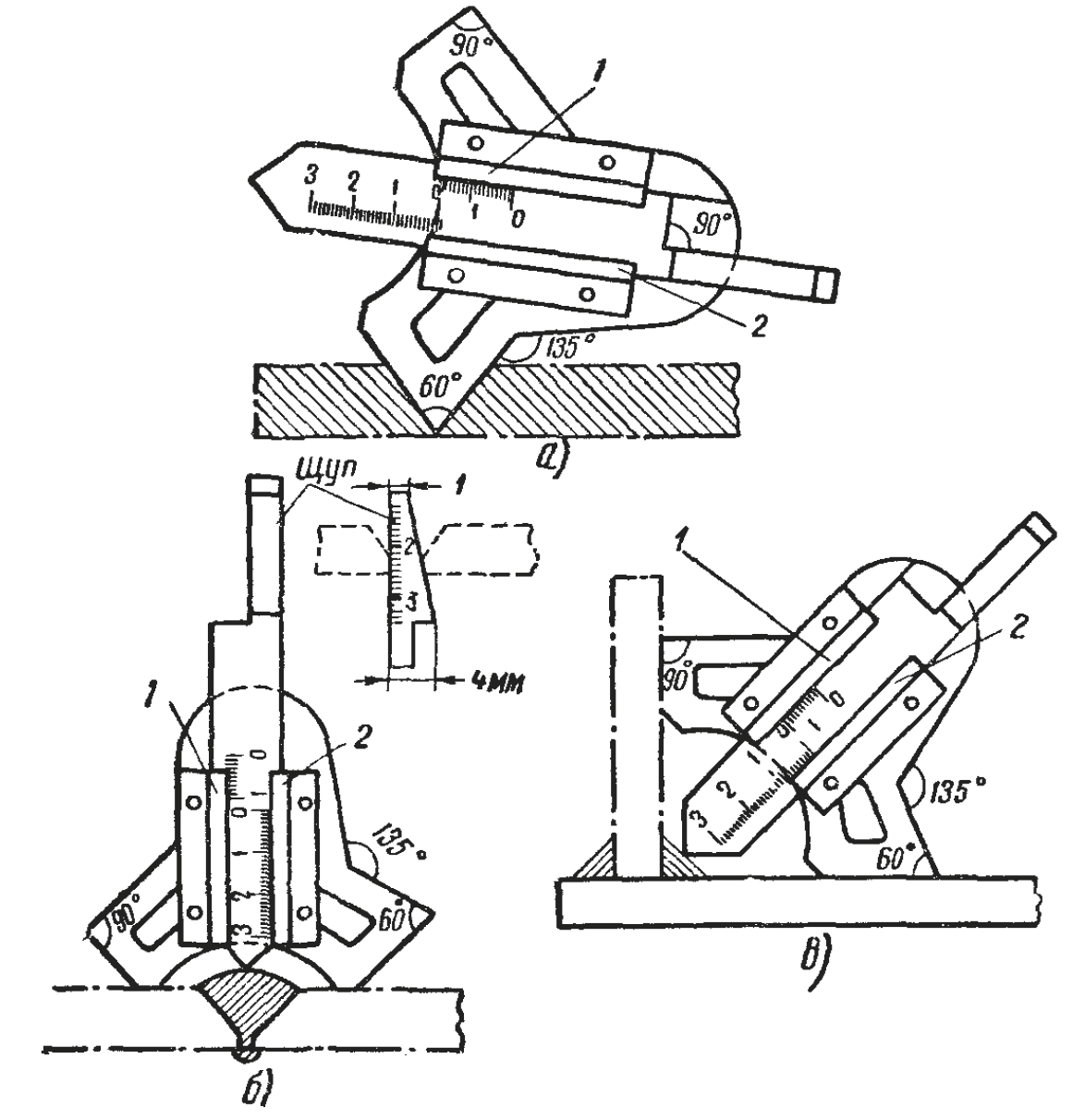
للتحقق من دقة تجميع الأجزاء للحام ، استخدم القوالب والمقاييس والتحقيقات (الشكل 8) ، وكذلك المقاييس العالمية للمفاصل. يظهر في الشكل أحد هياكل هذا المقياس وطرق استخدامه. 9.
عند التجميع ، من الضروري مراعاة إمكانية حدوث تشوه لاحق للمنتج من خلال تأثير الحرارة أثناء اللحام وانكماش معدن اللحام. لذلك ، على سبيل المثال ، عند تجميع لحام اللحامات فيليه يجب زيادة الزاوية اليمنى بين الأجزاء بمقدار 2-3 درجة ، حيث تقل هذه الزاوية عندما ينكمش معدن اللحام.
1. لحام كهربائي - إحدى طرق اللحام التي تستخدم القوس الكهربائي للتدفئة وصهر المعادن.
تتجاوز درجة حرارة القوس الكهربائي (حتى 5000 درجة مئوية) درجة انصهار جميع المعادن الموجودة.
لحام القوس اليدوي
الأقطاب المعدنية المطلية
في لحام القوس اليدوي بأقطاب معدنية مغلفة ، يحترق قوس اللحام من قطب كهربائي إلى منتج ، ويذوب حواف المنتج المراد لحامه ويذوب المعدن الخاص بقضيب القطب وطلاء القطب (الشكل 1). تشكل بلورة المعدن الأساسي ومعدن قضيب اللحام لحامًا.
الشكل 1. مخطط اللحام المغطى بقطب معدني
يتكون القطب من قضيب القطب وطلاء القطب (انظر الشكل 1). سلك اللحام الكهربائي الطلاء الكهربائي هو مزيج متعدد المكونات من المعادن وأكاسيدها. وظيفيا ، يتم تقسيم مكونات طلاء الكهربائي:
توليد الغاز:
الخبث:
المجلدات.
الملدنات
لحام القوس المغمور.
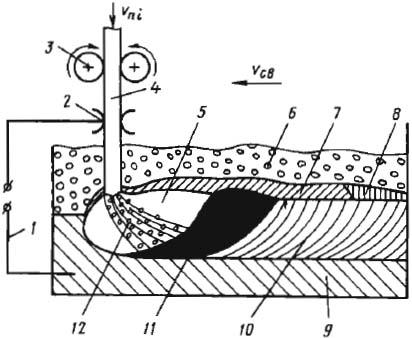
يوفر اللحام القوسي المغمور الآلي أداءً عاليًا وظروف عمل صحية جيدة وميكنة اللحام. يظهر مخطط لحام القوس المغمور في الشكل. 1. يحترق القوس الكهربائي بين نهاية سلك اللحام والمعادن الملحومة تحت طبقة التدفق في فقاعة غاز البخار المتكونة نتيجة ذوبان التدفق والمعادن المملوءة بالبخار المعدني ، التدفق ، الغازات. يتدفق التمويه المصهور (الخبث) ، ويشكل قشرة خبث على سطح التماس ، والتي يتم فصلها بعد ذلك عن سطح التماس. آلية خاصة تخدم سلك القطب في القوس.
لحام يؤدي إلى التيار المتردد من قطبية مباشرة أو عكسية. سلك اللحام ، ومعه ، يتحرك القوس في اتجاه اللحام باستخدام آلية خاصة ( اللحام الآلي) أو يدويا ( لحام ميكانيكي). يتم ملء التدفق على حواف المفصل من المخبأ أمام القوس بطبقة سمك 40 ... 80 وعرض 40 ... 100 ملم. كلما زادت سماكة المعدن الذي يتم لحامه وعرض التماس ، زاد سمك وعرض طبقة التدفق. كتلة التدفق المنصهر التي تشكل قشرة الخبث عادة ما تكون مساوية لكتلة سلك اللحام المنصهر.
يؤثر التدفق على استقرار القوس وتشكيله التركيب الكيميائي لحام المعادن ويحدد مقاومة طبقات ضد تشكيل المسام والشقوق. يعتمد تكوين التدفق على الالتصاق بقشرة الخبث على سطح التماس. تزيد أكاسيد الفلزات القلوية والأرضية القلوية من التوصيل الكهربائي وطول فجوة القوس ، مما يزيد من ثبات عملية اللحام. مركبات الفلور ، على النقيض من ذلك ، تقلل هذه المعدلات.
الشكل 1. لحام القوس المغمور ، المخطط العام: 1 - الرصاص الحالي للمنتج ؛ 2 - موصل إلى القطب ؛ 3 - بكرات التغذية ؛ 4 - سلك القطب ؛ 5 - فقاعة غاز بخار ؛ 6 - التدفق ؛ 7 - ذوبان التدفق ؛ 8 - قشرة الخبث ؛ 9 - المعادن الأساسية ؛ 10 - لحام. 11 - حمام اللحام ؛ 12- قوس اللحام.
المفاصل الملحومة
K ATEGORY:
المفاصل الملحومة
المفاصل الملحومة
اللحام هو تكوين روابط دائمة من خلال إقامة روابط بين المواد بين الأجزاء الملحومة بواسطة التسخين المحلي أو العام أو التشوه البلاستيكي ، أو من خلال العمل المشترك لكلا هذين العاملين. تتميز الوصلات الملحومة بانخفاض كثافة اليد العاملة والتكلفة المنخفضة نسبيًا. قوة التماس لحام ليس أقل شأنا من قوة المادة
أجزاء ملحومة. الهياكل الملحومة يلقي أسهل بكثير ومزورة.
لحام يربط البليت التي تم الحصول عليها عن طريق أساليب المتداول الصب ، وختم وتزوير. تقريبا كل اللحام الفولاذ الهيكلي، مواد متجانسة ومختلفة ، البلاستيك.
حسب نوع الطاقة المستخدمة لتشكيل وصلة ملحومة ، يمكن أن يكون اللحام حراريًا (قوس ، بلازما ، شعاع إلكتروني ، ليزر ، غاز ، إلخ) ، ميكانيكي حراري (الاتصال والانتشار) ، والميكانيكية (الموجات فوق الصوتية ، لحام الانفجار ، الاحتكاك ، إلخ). في أعمال السباكة ، يتم استخدام قوس اللحام بالغاز.
يعتمد اللحام على تكوين روابط قوية بين ذرات مواد الأجزاء التي يتم ربطها.
عندما يحدث اللحام اليدوي للقوس بين القطب والأجزاء المراد ضمها القوس الكهربائي. المعدن المنصهر من القطب يملأ الحمام المعدني. في نفس الوقت ، يذوب طلاء الإلكترود أيضًا. منتجات ذوبان الطلاء تشكل جوًا وقائيًا للغاز وحمامًا خبثًا سائلًا على سطح الحمام المعدني ، مما يؤدي إلى عزل المعدن السائل عن أكسجين الهواء. عندما يتحرك القطب بعيدًا عن نقطة اللحام ، يصلب المعدن السائل والخبث ويشكل لحامًا.
أثناء اللحام بالغاز ، يتم تشكيل حمام معدني سائل عن طريق إذابة حواف الأجزاء المراد لحامها والمواد الحشو في لهب درجة حرارة عالية من الموقد الغازي.
نتيجة اللحام ، يتم تشكيل الشبكات البلورية الشائعة في المواد التي يتم لحامها.
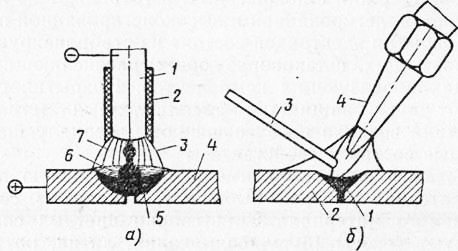
التين. 1. مخطط قوس (أ) والغاز (ب) لحام
أنواع المفاصل الملحومة. عندما يكون اللحام بالغاز هو المفصل الرئيسي من طرف إلى طرف ، فإن الأكثر تكلفة في تكاليف المواد. في لحام القوس الكهربائي تنفيذ الأنواع التالية من الاتصالات: lap؛ مع تراكب عن قرب الزاوية.
معدات للقوس و لحام الغاز. المصادر الحالية لتوريد قوس اللحام هي محولات اللحام (مصادر التيار المتردد) ، مقومات اللحام والمولدات (المصادر التيار المباشر). محولات اللحام مقارنةً بمصادر التيار المستمر ، فهي أكثر متانة ، ولها كفاءة أعلى ، وأكثر بساطة وأكثر موثوقية في التشغيل. مزايا مصادر العاصمة: قوس أكثر استقرارا. تسمح لك لخلق أفضل الظروف اللحام في المواقف المكانية المختلفة.
يتم لحام الغاز باستخدام المشاعل. الأكثر أمانا هو حاقن الموقدتعمل عند ضغط الأكسجين المنخفض والمتوسط (0.1-0.4 ميجا باسكال).
يتم توفير الأوكسجين والأسيتيلين وتخزينها في اسطوانات. في بعض الأحيان يتم إنتاج الأسيتيلين في موقع اللحام في مولدات الأسيتيلين. كما تستخدم الغازات القابلة للاشتعال أيضا الغازات الطبيعيةوالهيدروجين والبنزين وبخار الكيروسين.
أقطاب لحام القوس اليدوي ، والتي هي قضبان مع الطلاء ، مصنوعة من سلك منخفض الكربون ، وسبائك عالية سبائك. تتكون أقطاب الإلكترود من مكونات تثبيت وتشكيل الغاز وتشكيل الخبث وإزالة الأكسدة والسبائك والترابط. تستقر الطلاءات على القوس ، وتحمي المعدن المنصهر من التعرض للهواء وتوفر المواد والخواص المطلوبة لمادة اللحام.
بالنسبة للحام بالغاز ، يتم استخدام سلك إضافي ، يتم اختيار المادة بناءً على خصائص المادة الملحومة. بالنسبة للسبائك اللاحديدية ، تستخدم التدفقات (أملاح البوراكس والبوتاسيوم والليثيوم والصوديوم والكالسيوم) ، التي تذوب الأكاسيد وتشكل خبثًا.
التين. 2. أنواع المفاصل الملحومة
تسلسل الأعمال أثناء اللحام. اختر أولاً طريقة اللحام. يستخدم اللحام القوسي اليدوي لأداء طبقات منحنية ومستقيمة قصيرة في أي مواقع مكانية ، عند التخييط في أماكن يصعب الوصول إليها ، أعمال التجميع وتجميع هياكل شكل معقد. عند اللحام بالغاز ، يتم تسخين قطعة العمل بالتساوي. لذلك ، يتم استخدامه لأجزاء اللحام ذات السماكة الصغيرة (0.2-3 مم) ، والمعادن والسبائك غير الحديدية المنخفضة الصهر ، للمواد التي تتطلب تسخينًا وتبريدًا بطيئًا (على سبيل المثال ، فولاذ الأدوات ، الحديد الزهر ، النحاس) ، لعيوب اللحام في مسبوكات الحديد والبرونز . مع زيادة سمك الأجزاء التي يتم لحامها ، تقل إنتاجية اللحام بالغاز بشكل حاد.
ثم تحتاج إلى إعداد حواف الأجزاء ليتم لحامها. عند اللحام بالقوس اليدوي للأجزاء التي يصل سمكها إلى 5-8 مم ، لا تقص حوافها. بالنسبة للأجزاء السميكة ، يكون قطع الحواف إلزاميًا ، لأنه يسمح لصهر المعدن بكامل سمكه.
المفصل الملحوم هو مفصل دائم ، يؤديه اللحام. يمكن أن تكون الوصلات الملحومة بعقب ، زاوية ، مفصل T وتتداخل (الشكل 1).
يُسمى Butt المفصل الملحوم لعنصرين موجودين في طائرة واحدة أو على سطح واحد.
التين. 3. وصلات ملحومة: أ - بعقب مشترك ، ب - الزاوي ، في - التداخل ، د - المحملة
يشير الزاوي إلى اتصال عنصرين يقعان في الزاوية اليمنى ويتم لحامهما عند تقاطع حوافهما.
التداخل هو مفصل ملحوم تكون فيه العناصر المراد لحامها متوازية وتتداخل مع بعضها البعض.
يُطلق على T-bar المفصل الملحوم ، حيث يربط عنصر آخر السطح الجانبي لأحد العناصر بزاوية ويتم لحامه بواسطة الوجه النهائي.
يسمى الجزء من الهيكل الذي يتم فيه لحام العناصر المجاورة لبعضها البعض بالتجمع الملحوم.
عناصر الشكل الهندسي للحام - عرض التماس ، عمق الاختراق ، التعزيز (إضعاف) التماس.
اعتمادا على ميزات التصميم المنتجات ونوع اللحام لإعداد وتجميع الأجزاء لها متطلبات مختلفة.
التين. 4. الموقف المكاني اللحامات: أ - بعقب ، ب - الزاوية ؛ 1 - موقف أقل ، 2 - أفقي ، 3 - عمودي ، 4 - السقف
التين. 5. عناصر الشكل الهندسي للحواف المعدة للحام (أ) واللحام المكتمل (ب)
معايير الدولة تنظيم الأنواع الرئيسية و العناصر الهيكلية وصلات اللحام: GOST 5264-69 - للحام القوس اليدوي ؛ GOST 8713-70 - للأوتوماتيكي و اللحام شبه التلقائي تحت التدفق ؛ GOST 14771-76 - لحام القوس في غازات واقية. غوست 15164-78 - لحام electroslag. GOST 15878-70 - لـ لحام المقاومة وغيرها
GOST 2.312-72 "نظام موحد لوثائق التصميم. الصور التقليدية وتسميات اللحامات اللحامات "تحدد الصورة الرسومية وتعيين اللحامات
جزاكم الله خير