

تكنولوجيا لحام الغاز الصلب. طرق وأساليب لحام الغاز. طرق لحام الغاز
عرض اللهب يعتمد على المادة التي يتم لحامها: يتم لحام الفولاذ الكربوني وسبائك الصلب بلهب طبيعي ، ويستخدم النحاس في الكربنة - الحديد الزهر والأكسدة. يتم اختيار نوع اللهب المرغوب من خلال طبيعة توهجها.
قوة اللهب يتم تحديد الموقد ، الذي يتم اختياره وفقًا لسماكة المعدن المراد لحامه وخصائصه الفيزيائية الحرارية ، من خلال استهلاك الأسيتيلين اللازم لصهره. كلما زادت سماكة المعدن الذي يتم لحامه وكلما ارتفعت الموصلية الحرارية (مثل النحاس وسبائكه) ، كلما زادت قوة اللهب. يتم تنظيمه تدريجيًا عن طريق اختيار طرف الموقد (انظر القسم الفرعي 6.6.2) وبسلاسة بواسطة الصمامات الموجودة على الموقد.
قبل مناقشة دفع أو سحب اللحامات
بالطبع ، الجزء الأكثر أهمية في أي نقاش حول تقنية اللحام هو العمل مع مالك آلة لحام وأفضل للجميع في أقطاب لحام والأدوات. ستجد هذا الأسبوع أفضل عروض العطلات ، ولكن على آلات اللحام وآلات اللحام. لذلك ، قررنا مشاركتها على الإنترنت! بغض النظر عما إذا كنت قد بدأت أو تخلصت من مشكلة الرش التي تنشأ من حاميك ، ما عليك سوى اتباع قائمة التحقق أدناه للحامات النظيفة والناعمة.
اختيار قطر سلك حشو نفذت اعتمادا على سمك المعدن الذي يجري لحامها وطريقة اللحام. عندما لحام منخفضة و الكربون الصلب المتوسطة يتم تحديد قطر سلك الحشو ، مم ، للطريقة اليسرى من اللحام بواسطة الصيغة
d p = s / 2 + 1 ،
وللحق -
حيث s سماكة المعدن الذي يتم لحامه ، مم.
تحقق من لوحة الاسم على الجهاز للتأكد من أنها تتلقى الطاقة المطلوبة. يجب أن يكون الجهاز 120 فولت على الكسارة 20 أمبير. تجنب استخدام الكابلات الممتدة واستخدام الكابلات الثقيلة لتقليل انخفاض الجهد.
ضبط قطبية القطب الصحيح.
ما هي العملية التي تقوم بها ، لحام قوس الغاز أو لحام قوس التدفق؟ تأكد من ضبط قطبية الجهاز على قطب موجب. لن يتمكن أي منهم من العمل بشكل طبيعي إذا تم ضبط القطبية بشكل غير صحيح.
النظر في سمك المواد الخاصة بك.
تأكد من حجم وحجم القطب الخاص بك تطابق المواد. ومع ذلك ، من الصعب دائمًا استخدام قلب التمويه على مواد أرق من 16 مقياسًا ، نظرًا لأن درجة الحرارة الأعلى للإدخال تميل إلى إذابة الفتحات الكبيرة في التشغيل.
سرعة اللحام وضعت من قبل لحام وفقا لمعدل ذوبان حواف الجزء.
تقنية اللحام - مجموعة من الأساليب والتقنيات والتلاعب التي يقوم بها اللحام لتشكيل لحام عالي الجودة.
في لحام الغاز ، مكونات تقنية اللحام هي:
زاوية لسان حال يتم اختيار الشعلة إلى سطح الحواف المراد لحامها بواسطة عامل اللحام اعتمادًا على سمك المعدن وخصائصه الفيزيائية الحرارية. بالنسبة للفولاذ المنخفض الكربون ، يمكن تمثيل هذه العلاقة على النحو التالي:
الأقطاب الكهربائية الصغيرة جيدة للمواد رقيقة.
الأقطاب الكهربائية الأصغر ملائمة بشكل أفضل للمواد الرقيقة -0 ، 24 جيد. 062 وأرق ، 0 ، 30 يعمل بشكل جيد للسمك في النطاق من 0 ، 02 إلى 1 ، 8 أو نحو ذلك ، و 0 ، 35 يعمل بشكل جيد على حوالي المادة. الهدف هو السماح للإلكترود بالصهر بالسرعة المطلوبة ، ولكن أيضًا لنقل التيار الكافي إلى اللحام. أكثر من أقطاب رقيقة سوف تذوب في الإعدادات المستخدمة للمواد رقيقة. قد يكون استخدام قطب ثقيل على مادة رقيقة أمرًا صعبًا ، وبحلول الوقت الذي يذوب فيه السلك بشكل صحيح ، يمكن تشويه أو إذابة المادة الأساسية.
كلما زاد سمك المعدن وزاد توصيله الحراري (مثل النحاس وسبائكه على سبيل المثال) ، زادت زاوية ميل بوق الموقد. وبالتالي ، فإن اللحام ، الذي يغير زاوية ميل قطعة الفم ، وبالتالي كمية الحرارة التي يتم تزويدها بالمعادن ، يتحكم في عملية تشكيل التماس.
طرق اللحام وتظهر في التين. 9.4.
استخدام قطب كهربائي خفيف الوزن على مادة سميكة يمكن أن يتسبب في إحراق معظم القطب في الدخان. تأكد من أن صمام أسطوانة الغاز مفتوحًا ، وافتحه في اتجاهين أو منتصف الطريق. تم تصميم الصمام للإغلاق إذا كان "مفتوحًا" تمامًا. تحقق القارورة على الملصق الذي يشير إلى نوع الغاز. باستخدام أي نوع آخر من الغاز سوف يخلق مشاكل. استخدم المنظم لضبط ضغط الغاز. لن تلاحظ أي تغيير في ضغط الإخراج إلا إذا فقدت بعض الغاز أيضًا عن طريق تشغيل الجهاز وسحب الزناد.
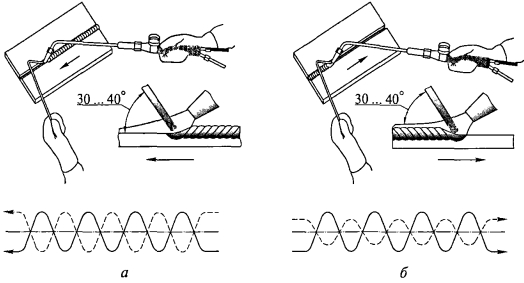
التين. 9.4. طرق اللحام:
اليسار ب - صحيح ؛ - حركة الموقد. ---- حركة سلك حشو. السهام تشير إلى اتجاه اللحام
اليسار ب - صحيح ؛ - حركة الموقد. ---- حركة سلك حشو. السهام تشير إلى اتجاه اللحام
يمكن للشعلة في يد اللحام أن تتحرك فقط في اتجاهين:
تُستخدم الطريقة اليسرى في لحام الهياكل ذات الجدران الرقيقة (يصل سمكها إلى 3 مم) والمعادن والسبائك المنخفضة الصهر.
تذكر أن السيارة في الوقت الحالي. في كثير من الأحيان تحقق من نهاية العمل لسلك اللحام. يجب أن يكون طرف الاتصال بالحجم الصحيح سلك لحام وينبغي أن يكون انسحب بإحكام إلى المتلقي. نصائح تسبب أضرارا كبيرة ويجب استبدالها حسب الحاجة ، واحدة لكل بكرة. يجب فحص النصائح وتنظيفها وترقيمها واستبدالها أثناء الطيران حسب الحاجة. ترتبط العديد من مشاكل اللحام بنصائح اللحام التالفة أو البالية.
الاختيار المشبك المزدوج
نصائح الاتصال غير مكلفة ، ولكن لا تساعد نصائح الإدخال الرخيصة. يجب عادةً تثبيت رأس العمل ، أو مشبك التأريض ، مباشرةً على الجزء المعدني النظيف من عملك. إذا لم يتم تثبيت الجهاز ، فمن شبه المؤكد أن هناك نقصًا في الاستمرارية الكهربائية.
تستخدم الطريقة الصحيحة لهياكل اللحام التي يبلغ سمك الجدار فيها أكثر من 3 مم والمعادن ذات الموصلية الحرارية العالية.
جودة اللحام مع طريقة اللحام اليمنى أعلى من تلك الموجودة في اليسار ، لأن المعدن محمي بشكل أفضل بواسطة لهب الموقد من التعرض للهواء.
التلاعب الناطقة بلسان (الشكل 9.5) ، الذي قام به لحام ، تساهم في تشكيل التماس عالي الجودة. إذا تم استخدام سلك الحشو ، فإن حركاته تعمل على تحسين عمليات الذوبان وخلط مجموعة اللحام وإزالة الأكاسيد.
تغيير الأغطية على خوذة
نادراً ما تدوم بطانات الخوذة لأكثر من 10 ساعات بعد اللحام ، قبل أن تصبح مدخنة ومتفحمة. إذا كنت لا ترى المواد ، لا يمكنك طهيها. تغيير الأغطية في كثير من الأحيان - أنه يساعد دائما. ارتدِ القفازات الجلدية الكاملة والأكمام القطنية الثقيلة أو ملابس اللحام الجلدية. ارتداء واقية من الشمس إذا كنت تحترق بسهولة.
تخصيص الإعدادات الخاصة بك على اللحام الخاص بك
عادة ما يكون لجهازك مخطط يساعدك في تحديد إعدادات تغذية الأسلاك والجهد الصحيحة. هذه مجرد توصية تقريبية. اضبط تفضيلاتك دائمًا على ما تراه في اللحام.
ضبط الجهاز لكل لحام
إليك كيفية إعداد سيارة. يجب عليك القيام بذلك في كل مرة تقوم فيها بإعداد اللحام.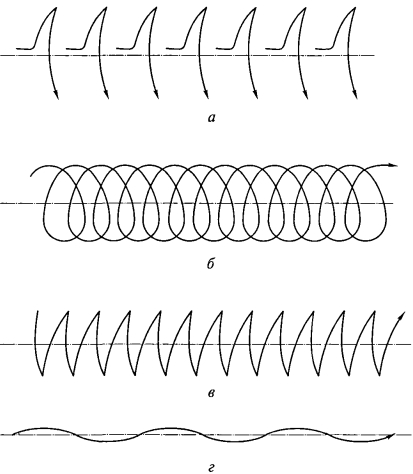
التين. 9.5. التلاعب مع الناطقة بلسان الشعلة أثناء اللحام:
أ - مع تأخير في جذر التماس ؛ ب - في دوامة. في - "الهلال" ؛ د - متعرج
أ - مع تأخير في جذر التماس ؛ ب - في دوامة. في - "الهلال" ؛ د - متعرج
تؤدي نهاية الناطقة بلسان الشعلة في وقت واحد نوعين من الحركات: طولية - على طول محور التماس وعرضية - في الاتجاه العمودي. يجب تحريك الناطقة بلسان الشعلة بطريقة تكون دائمًا معادن تجمع اللحام محمية من الهواء عن طريق منطقة خفض اللهب.
إلقاء نظرة على الرسم البياني على الجهاز ، وضبط الجهد وسرعة السلك لمادة أكثر سمكا ، إذا كنت مواد اللحام سمك مختلف. من اللحام من اليسار إلى اليمين أو من اليمين إلى اليسار ، تأكد من أن طرف التلامس داخل ⅜ من العمل ، مما يعني أنه لا ينبغي أن يكون هناك المزيد من الأسلاك ، قم بإمالة المقبض إلى حوالي 75 درجة. إذا كان السلك يتغذى بسرعة كبيرة ، فسوف يميل إلى البصق في كل مكان ويشعر أنه يرفع يدك. إما أن تغلب على سرعة السلك ، أو قم بزيادة الجهد إلى مستوى تغذية السلك. عندما يتم ضبط السرعة والجهد على الأسلاك بشكل صحيح ، فإن الحركة سوف تكون سلسة ، وسوف يجلس اللحام منخفضًا ويتدفق على ما يبدو إلى المواد الأساسية. اللحامات عالية غير موحدة هي أضعف بكثير. إذا استمر السلك في الاحتراق على الحافة وأظهر كرة أو كرة كبيرة في نهاية السلك بالتسلسل ، فقم إما بإدارة جهدك تدريجياً أو زيادة سرعة السلك إلى أن يتطابق. إذا تم تشغيل السلك الخاص بك بشكل غير متسق ، تحقق من دبوس الاتصال. يجب أن تكون ضيقة ونظيفة وسلكية مناسبة. حاول زيادة التوتر في أسطوانة القيادة قليلاً. غالبًا ما تحتوي أسطوانات الدفع على أخاديد لأحجام قطب كهربائي معين. تأكد من إعداد القوائم بشكل صحيح. قم دائمًا بضبط الماكينة بحيث يكون السلك مستقيمًا قدر الإمكان لضمان تغذية السلك بشكل متساوي. إذا لم تنجح أي من هذه الخطوات ، فاستبدل طرف الاتصال. إذا كان تغذية السلك لا يزال غير مستقر ، فكر في استبدال البطانة سلك لحام. بالنسبة للمواد ¼ أو أكثر سمكًا ، قد تحتاج إلى آلة بقوة 220 فولت على مفتاح 50 أمبير.
يقوم سلك الملء بنفس الحركات التذبذبية مثل الناطقة بلسان الفم ، ولكن في الاتجاه المعاكس لاهتزازات الموقد ، ويجب أن تكون نهاية السدادة في حوض اللحام أو منطقة الاختزال للهب. عند اللحام في الموضع السفلي ، غالبًا ما يستخدم سلك الملء ك "هلال" (انظر الشكل 9.5 ، ج).
على الرغم من أن اللحام يرتبط غالبًا بالمعادن ، إلا أنه يشير أيضًا إلى الترابط الحراري للبلاستيك أثناء عملية اللحام. من العوامل الحاسمة لمصطلح "اللحام" تحقيق درجة حرارة التصفية للمواد التي يتم ربطها. وبهذه الطريقة فقط يتم تحقيق اتصال مستمر ، في حين أن اللحام الصلب واللين لا يسيطر إلا على السوائل والمواد اللاصقة المضافة على سطح الاتصال الذي يجب توصيله. لا يوجد اتصال متماسك.
المحتويات: معدات اللحام واللحام
هناك لحام في شكل كيفية الوصول إلى درجة حرارة السيولة وما الإضافات والمواد المساعدة المستخدمة في عملية اللحام.
قسم عمليات اللحام
اعتمادًا على كيفية الوصول إلى نقطة الانصهار وما هي الحشوات المستخدمة ، يتم تقسيم اللحام إلى لحام انصهار ولحام بالضغط.§ 49. تقنية لحام الغاز
اللحام اليسار واليمين. عند ترك اللحام (الشكل 68 ، و) تتحرك الشعلة من اليمين إلى اليسار ، وخلال اللحام اليدوي (الشكل 68 ،ب) - من اليسار إلى اليمين. في الحالة الأولى ، يكون سلك الملء أمام لهب الموقد ، في الحالة الثانية - خلفه. في الوضع الأيسر ، يتم توجيه الشعلة إلى الجزء غير الملحوم من التماس ؛ للحصول على تسخين أكثر اتساقًا للحواف وخلط أفضل للمعادن الخاصة بحوض اللحام ، يتم إجراء حركات متعرجة للطرف والأسلاك.
نظرًا لأن لحام الضغط يستخدم فقط في الإنتاج الصناعي ، يجب ذكر العمليات المختلفة فقط هنا. مكافحة الحرائق لحام مقاوم أسلاك اللحام لحام لحام بالموجات فوق الصوتية لحام لحام لحام نبض الكهرومغناطيسي لحام. على العكس من ذلك ، يستخدم لحام الانصهار في إصدارات مختلفة في الإنتاج الصناعي ، وجزئيًا في ورشة خاصة. هنا ، لا يتم تحقيق درجة الحرارة المطلوبة عن طريق الضغط أو الاحتكاك ، ولكن عن طريق مصدر الحرارة.
آلات اللحام واللحام للمحترفين
ويمكن أن يتم عن طريق لهب الغاز أو القوس الكهربائي، مما يقلل من تعقيد التقنية مقارنة لحام الضغط. لحام السكك الحديدية الألومنيوم. سبيكة مع تذوب الغاز لحام سبائك تذوب التماس لحام لحام مقاومة ذوبان قوس اللحام ذوبان قوس اللحام تحت السطحية لحام قوس خامل لحام القوس لحام البلازما. العديد من أنواع اللحام المذكورة غير مناسبة للورشة المنزلية ، لأنها مخصصة للتطبيقات الخاصة فقط وبالتالي فهي غير مربحة.
يوفر اللحام الأيسر ارتفاعًا وعرضًا أكثر تماسكا للداخل مشترك ملحومة، أكبر إنتاجية وأقل تكلفة عند لحام صفائح يصل سمكها إلى 5 مم. هذا يرجع إلى حقيقة أن اللهب يسخن المعدن الأساسي ليتم لحامه. بالإضافة إلى ذلك ، يكون اللحام اليدوي أسهل في الأداء ولا يتطلب اكتساب مهارات رائعة من اللحام.
لحام الغاز - اللحام الغازي
على وجه الخصوص ، يتم اعتبار اللحام بالغاز الانصهار ، وكذلك اللحام بالقوس اليدوي واللحام بالقوس الغازي من مجموعة من العمليات لحام القوس. نود أن نقدم هذه عمليات اللحام مزيد من التفاصيل وشرح وظيفة آلة لحام. كما يوحي الاسم ، عند اللحام بالغاز الدهني ، تذوب المادة المراد ربطها بلهب غاز ويتم لحامها. في معظم الحالات ، يتم إدخال مادة الحشو في شكل سلك لحام. إنه يوفر ما يكفي من المواد لضمان اتصال موثوق. التماس لحام.
يستخدم اللحام الأيسر أيضًا للمعادن منخفضة الصهر. بالنسبة للحام الصلب باستخدام الطريقة اليسرى ، يتم ضبط قدرة اللهب على 100-120 dm 3 من الأسيتيلين / ساعة لكل 1 ملم من المعدن الذي يتم لحامه. يمكن أن تحدث زيادة في سرعة اللحام الأيسر مقارنة باليمين فقط طالما أن امتصاص الحرارة للمنتج (الخسارة) ضئيل ، وهذا ممكن فقط عند لحام الألواح الرقيقة.
مشتق من مصطلح "لحام ذاتي المنشأ" أو "لحام ذاتي المنشأ" من ذاتي = بشكل مستقل ، لأن اللهب الساخن فقط وليس هناك أدوات أخرى مطلوبة لإنتاج لحام. يتطلب احتراق غاز الوقود الأكسجين الذي يتم إزالته ولكنه أيضًا يتم إزالته من البيئة. بدون وجود فائض من الأكسجين حول الحمام المنصهر والتماس المنعش ، لا يوجد خطر من أكسدة التماس المنعش. هذه العملية واستقلالية سواغ أخرى للحماية من الأكسدة تجعل لحام لحام مستقلة أو ذاتي المنشأ.
مصلحة لحام الغاز يتكون أساسًا في تسخين قطعة الشغل بسهولة ، بحيث يستخدم غالبًا في معالجة الصفائح المعدنية وفي الجسم. هنا يمكنك "الطهي مع شعور" ، ويمكن إغلاق الثقوب فيه الصفائح المعدنية. ومع ذلك ، يمكنك أيضا استخدام آلة لحام - عن طريق تغيير إعداد اللهب - لفصل ألواح الصلب.
عندما يزيد سمك الأوراق عن 5 مم ، تكون سرعة اللحام اليسرى أقل من السرعة المناسبة. أثناء اللحام اليدوي ، يكون التسخين في حمام اللحام أكثر كثافة ، ويتم إدخال المزيد من الحرارة في حمام اللحام ، ويمكن تقريب قلب اللهب من سطح الحمام. بالإضافة إلى ذلك ، يقوم اللهب بتسخين المعدن المودع بالفعل ، ويمتد هذا التسخين على مسافة صغيرة من حوض اللحام ، وبالتالي تحدث المعالجة الحرارية للمعادن الملحومة والمنطقة المتأثرة بالحرارة.
عادةً ما لا تتم الحركات المذبذبة لسان حال الفم بالطريقة الصحيحة ، ويقوم سلك الملء بحركات لولبية ، ولكن بسعة أصغر من اللحام الأيسر.
يتم تعيين قدرة اللهب للحام الصلب على 120 - 150 dm 3 الأسيتيلين / ساعة لكل 1 مم سماكة المعدن الذي يتم لحامه.
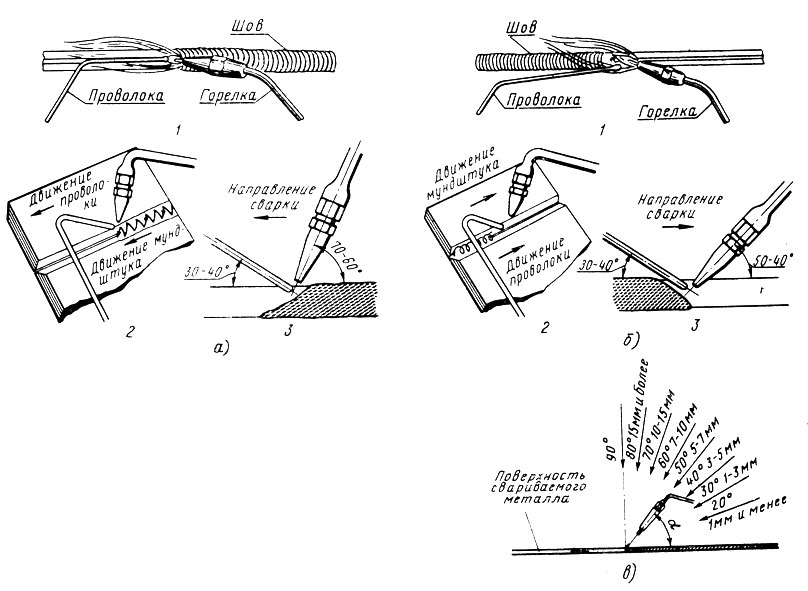
موقف الشعلة وأسلاك حشو أثناء لحام الغاز. يتم توجيه شعلة الموقد إلى المعدن الخاص بالمنتج بحيث تكون حواف الأجزاء المراد لحامها في منطقة الاختزال للهب على مسافة 2 إلى 6 مم من الطرف الأساسي. لا يجوز أن تلمس نهاية المعادن الأساسية وشريط الحشو. هذا سوف يسبب الكربنة من المعدن في الحمام ، وسوف يسهم في ظهور التصفيق والنتائج العكسية للهب.
يمكن ضبط معدل تسخين المعدن الموجود في اللحام بالغاز عن طريق إمالة بوق الشعلة نسبة إلى سطح المعدن. مع زيادة سماكة المعدن ، تزداد زاوية ميل الناطقة بلسان الشعلة إلى الارتفاع الرأسي (الشكل 68 ، في).
عادة ما تكون زاوية سلك الحشو على سطح المعدن 30-40 ° ويمكن تغييرها بواسطة عامل اللحام اعتمادًا على موضع التماس في الفضاء ، وعدد طبقات التماس متعدد الطبقات وغيرها من الظروف.
وكقاعدة عامة ، يجب أن تكون نهاية سلك الملء دائمًا في حوض اللحام ، وأن تكون محمية من الهواء المحيط بغازات من منطقة الشعلة المنخفضة. لا ينصح باستخدام ما يسمى بعملية اللحام بالتنقيط عندما يتم غمر السلك بشكل دوري في حوض اللحام لتشكيل اللحام ، بسبب خطر أكسدة معدن السلك وقت فصله عن حمام اللحام.
جزاكم الله خير