

مخطط التدفق للحام المجلفن. الرسم البياني لحام
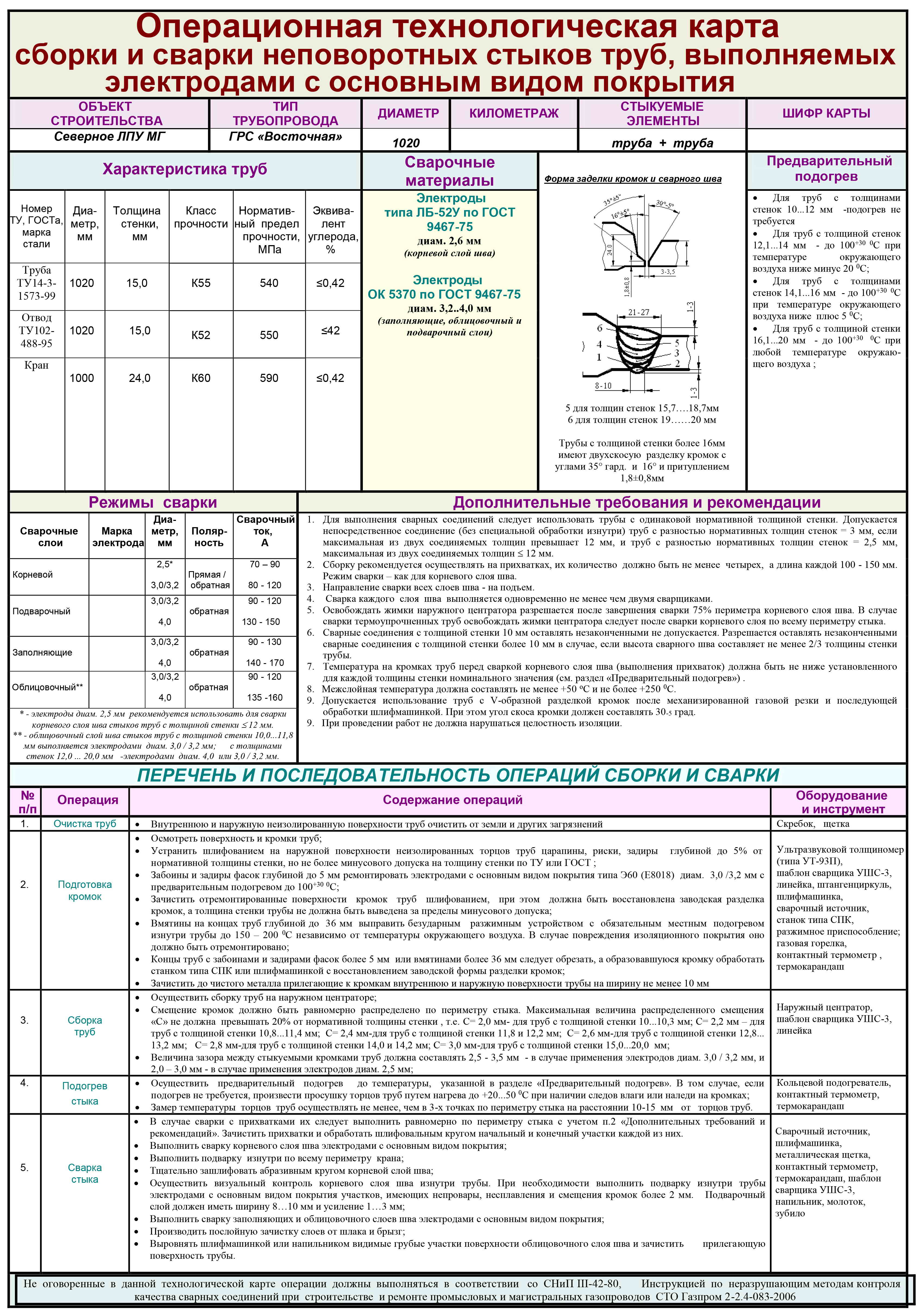
لتنظيم السليم لعملية اللحام في الإنتاج ، إلزامي مخطط اللحام، بما في ذلك جميع المعلمات والمواد المستخدمة ، وكذلك متطلبات جودة العمل. مثال نموذجي بطاقة العملية التكنولوجية لحام موضح أدناه ، سننظر بمزيد من التفصيل في كيفية ملء العناصر ( انقر على الصورة للتكبير).
مثال على مخطط تدفق اللحام
انقر للتكبير
انقر للتكبير
النظر في مجالات مخطط تدفق اللحام بمزيد من التفاصيل:
يحتوي العمود الأول اسم الكائنحيث تتم أعمال اللحام. والثاني يجب أن يصلح اسم المنظمةإنتاج العمل. وهو يناسب المؤسسة التي تنتج أعمال اللحام بالضبط ، حيث يمكن القيام بأعمال أخرى من قبل شركات أخرى.
إلى اليمين توجد الأعمدة التي تصف طريقة اللحام - القوس الكهربائي والغاز وهلم جرا ، حسب الاقتضاء ، وكذلك نوع من الأجزاء الملحومةعلى سبيل المثال الأنابيب + الأنابيب كذلك قطر. بالنسبة للمواد المسطحة المراد لحامها ، يشير مخطط اللحام منطقة. إلزامية الملصقة تشفير البطاقةالذي يظهر كذلك في الوثائق التقنية للمشروع.
أدناه هي الأعمدة التي تحتوي خصائص المواد الملحومة. هي محددة الصف الصلب التي تصنع الأنابيب ، بهم أقطار ، سمك الجدار ، متطلبات الأداء. يجب ملء هذه المعلمات بكل دقة ، لأنها تشكل متطلبات إضافية للمواد المستخدمة في عملية العمل. كما يوضح المخطط والمعلمات وبعض البيانات الإضافية الضرورية.
العد الإلزامي - معلمات اللحام القياسية. أنه يحتوي على جميع قواعد وتوصيات العملية. يتم وصف عملية اللحام بالتفصيل هنا - بدءًا من الارتفاع الذي يُسمح به للحام المسند وماهية أنواع الأقطاب الكهربائية المستخدمة ، إلى تلك العوامل التي من الضروري أن يغلي التيار بها هذه المواد. أي أن تجربة اللحام هنا تلعب فقط دورًا في تنفيذ المعايير التي تحددها الخريطة التكنولوجية. هذا العمود مهم للغاية ويوصى بشدة بعدم الخروج عن التوصيات ، لأنه في الحالة المعاكسة ، يكون العمل منخفض الجودة ممكنًا ، وذلك بسبب الخصائص المحددة لبعض المواد.
التالي هو القسم الذي يصف خطوة خطوة الإجراءات لحام. يتم وصف جميع المراحل بالتفصيل ، بدءاً من الإعداد. على سبيل المثال ، قم بتنظيف أجزاء الأنابيب ، وقياس إزاحة الحواف والحد الأقصى لتحملها. إذا كانت هذه البيانات غير متطابقة ، فقد يتم تعليق عمل اللحام. الجزء الثاني يحتوي على وصف تفصيلي لعملية التجميع. طريقة توسيط ، جميع المدرجة الظروف اللازمة والإشارة إلى الرسومات ، والتي بموجبها من الضروري تجميع الهيكل. تأكد من وجود قسم صغير يصف ظروف اللحام.
الأكبر والأكثر تفصيلاً هو القسم المخصص لـ عملية لحام. يشار هنا عدد المسامير ، عدد طبقات ، عينات أو مراجع لعينات من طبقات اللحام.
تحتوي الأعمدة الأخيرة تعليمات مراقبة الجودة و السيطرة على العمل المنجز. في الجزء السفلي من الرسم البياني تدفق اللحام وضعت توقيع المطور. كما يشار الإضافات الأجهزة والأدواتضروري لإنتاج بعض الأعمال.
يتم تنفيذ جميع الأعمال المحددة في بطاقة اللحام باستخدام تقنيات معتمدة ، ويجب على المشغل ضمان أن التكنولوجيا لكل لحام مضمونة.
إلى اليمين توجد الأعمدة التي تصف طريقة اللحام - القوس الكهربائي والغاز وهلم جرا ، حسب الاقتضاء ، وكذلك نوع من الأجزاء الملحومةعلى سبيل المثال الأنابيب + الأنابيب كذلك قطر. بالنسبة للمواد المسطحة المراد لحامها ، يشير مخطط اللحام منطقة. إلزامية الملصقة تشفير البطاقةالذي يظهر كذلك في الوثائق التقنية للمشروع.
أدناه هي الأعمدة التي تحتوي خصائص المواد الملحومة. هي محددة الصف الصلب التي تصنع الأنابيب ، بهم أقطار ، سمك الجدار ، متطلبات الأداء. يجب ملء هذه المعلمات بكل دقة ، لأنها تشكل متطلبات إضافية للمواد المستخدمة في عملية العمل. كما يوضح المخطط والمعلمات وبعض البيانات الإضافية الضرورية.
العد الإلزامي - معلمات اللحام القياسية. أنه يحتوي على جميع قواعد وتوصيات العملية. يتم وصف عملية اللحام بالتفصيل هنا - بدءًا من الارتفاع الذي يُسمح به للحام المسند وماهية أنواع الأقطاب الكهربائية المستخدمة ، إلى تلك العوامل التي من الضروري أن يغلي التيار بها هذه المواد. أي أن تجربة اللحام هنا تلعب فقط دورًا في تنفيذ المعايير التي تحددها الخريطة التكنولوجية. هذا العمود مهم للغاية ويوصى بشدة بعدم الخروج عن التوصيات ، لأنه في الحالة المعاكسة ، يكون العمل منخفض الجودة ممكنًا ، وذلك بسبب الخصائص المحددة لبعض المواد.
التالي هو القسم الذي يصف خطوة خطوة الإجراءات لحام. يتم وصف جميع المراحل بالتفصيل ، بدءاً من الإعداد. على سبيل المثال ، قم بتنظيف أجزاء الأنابيب ، وقياس إزاحة الحواف والحد الأقصى لتحملها. إذا كانت هذه البيانات غير متطابقة ، فقد يتم تعليق عمل اللحام. الجزء الثاني يحتوي على وصف تفصيلي لعملية التجميع. طريقة توسيط ، جميع المدرجة الظروف اللازمة والإشارة إلى الرسومات ، والتي بموجبها من الضروري تجميع الهيكل. تأكد من وجود قسم صغير يصف ظروف اللحام.
الأكبر والأكثر تفصيلاً هو القسم المخصص لـ عملية لحام. يشار هنا عدد المسامير ، عدد طبقات ، عينات أو مراجع لعينات من طبقات اللحام.
تحتوي الأعمدة الأخيرة تعليمات مراقبة الجودة و السيطرة على العمل المنجز. في الجزء السفلي من الرسم البياني تدفق اللحام وضعت توقيع المطور. كما يشار الإضافات الأجهزة والأدواتضروري لإنتاج بعض الأعمال.
يتم تنفيذ جميع الأعمال المحددة في بطاقة اللحام باستخدام تقنيات معتمدة ، ويجب على المشغل ضمان أن التكنولوجيا لكل لحام مضمونة.
الخريطة التكنولوجية لحام - وثيقة تحدد تكنولوجيا اللحام وعملية لمواد محددة. ويصف المعايير الفنية الهامة وتسلسل العمل اللازم لإنشاء لحام. يمثل خط اللحام أضعف نقطة في التصميم ؛ لذلك ، تم تطوير الخريطة التكنولوجية وفقًا لمعايير الحالة الحالية وتتم مراقبتها بواسطة خدمات الفحص الخاصة.
يبدأ إنشاء الخريطة بدراسة المواد واختيار طريقة اللحام. تحليل للظروف التي ستعمل فيها البنية الناتجة. على أساس الأدبيات المرجعية والحسابات تحدد أوضاع اللحام وعدد التمريرات وهندسة اللحام والمعلمات الأخرى.
تتكون خريطة عملية اللحام من البيانات التالية:
عند تعيين الجزء الرئيسي هو دراسة المواد التي سيتم لحامها وخصائصها وخصائصها. إذا كانت المادة من أصل غير معروف وخصائصها غير معروفة ، يتم أخذ العينات وإعطاءها إلى المختبر لتحليلها وتحديد التركيب. بناءً على البيانات التي تم الحصول عليها ، يتم اختيار المواد الاستهلاكية وتحديد ظروف وطريقة اللحام الأكثر ملاءمة لهذه الأجزاء. في الواقع الفولاذ الهيكلي تم تصنيعها وفقًا للمعايير والقوالب ، لذا تم إنشاء التوجيه للمعادن والمواد الأكثر شيوعًا منذ فترة طويلة.
تتكون الخريطة التكنولوجية من قائمة بالأعمال والرسومات والتفسيرات المتتالية لها. لتفادي الأعطال والحوادث والخسائر ، يجب أن تأخذ على محمل الجد عملية تطوير العملية الفنية ، حيث أن هذا هو مجموعة كاملة من الأعمال. خطأ في إحدى المراحل قد يؤدي إلىالتماس لحام انهيار حتى لو تم تنفيذ جميع العمليات الأخرى بشكل صحيح.
الخريطة التكنولوجية لحام الهياكل المعدنية
أنه يحتوي على وصف لنطاق هذه التكنولوجيا. إنه يشير إلى أنواع هذه التكنولوجيا ، وفي أي مسافة وفي أي زاوية ، يجب تركيب الأجزاء المراد ضمها لضمان موثوقية ومتانة الهيكل. يشير في أي ظروف وفي درجات الحرارة التي يجب أن يتم فيها اللحام (في الهواء الطلق أو في الداخل).
العنصر التالي هو الأكثر شمولية والأكثر أهمية في العملية التقنية. أنه يحتوي على معلومات حول تكنولوجيا اللحام نفسها والمعلمات التقنية ، التي تتكون من العناصر الفرعية التالية:
تتيح لك النقاط الأخيرة حساب التكاليف التقنية وشروط العمل وفوائدها. وبالتالي ، من الممكن تغيير العملية قبل وقت طويل من بدء أعمال اللحام وتصحيحها. تنتهي خريطة العملية الفنية بحساب الموارد والوسائل ، بالإضافة إلى عدد الأشخاص والوقت اللازم لعملية اللحام.
الخريطة التكنولوجية لحام الأنابيب
يقدم مستندًا يتكون من النقاط الرئيسية التالية:
أولاً ، تشير إلى الكائنات التي تنطبق عليها هذه الخريطة. ثم بعبارات عامة موصوفة:
جزء مهم هو الإرشادات لجميع العمليات وتسلسل تنفيذها. نشير إلى كيفية إنتاج فحص بصري أولي للأسطح. يتم فحص الأنابيب والصمامات وصمامات التوزيع بحثًا عن التلف ، ويتم تنظيف التجاويف وإعدادها للتجميع. النقطة المهمة هي التعليمات حول ما يجب القيام به إذا تم الكشف عن وجود (تلف) يتجاوز الحدود المسموح بها. يتم التخلص من العيوب السطحية عن طريق الطحن ، بينما يجب ألا يقل سمك الجدار المتبقي عن الحد الأدنى المسموح به. نهايات الأنابيب مع الفتوة وقطع النكات. عندما تلتقي الأنابيب الملحومة ، فإن مفاصل المصنع الطولية أو الحلزونية تتغير بالضرورة بمقدار 75 مم بالنسبة لبعضها البعض.
تشتمل احتياطات السلامة على إرشادات يجب اتباعها قبل اللحام. كما تحدد متطلبات كيفية تجهيز الموقع حيث سيتم تنفيذ التجميع الفني للهياكل المعدنية بواسطة اللحام ، وأي معدات مكافحة الحرائق تستخدم. يجب أن يتم اللحام وفقًا للبطاقات التشغيلية والتكنولوجية التي تشكل جزءًا من هذا التوجيه استنادًا إلى قطر الأنابيب الملحومة.
متطلبات جودة العمل تحتوي على تعداد طرق لفحص اللحامات والتفاوتات. إذا كانت نتائج السيطرة غير مرضية ، يجب الإشارة إلى طريقة وطريقة تصحيح العيوب.
مخططات التدفق التشغيلي تحتوي على جميع الخصائص التقنية المطلوبة للحام:
مخططات التدفق لحام الأنابيب والهياكل المعدنية الأخرى متطابقة تماما. مظهرولكن تختلف في المحتوى والمحتوى.
1.1. تم تصميم خريطة التكنولوجية للتثبيت الهياكل المعدنية PBX طريقة لحام القوس باستخدام معدات اللحام والتركيبات. يمكن استخدام الخريطة التكنولوجية كدليل للأداء الصحيح تقنيًا للعمل أثناء لحام التجميعات وقطع الغيار لأغراض متعددة في قاعة السيارات ووحدات التزويد بالألغام ووحدات المناجم والطاقة.
1.2. هيكل العمل المنجز أثناء تركيب الهياكل المعدنية طريقة ATS اللحامات المشمولة في خطة العملية تشمل:
لحام مزراب مفتوحةاكتب على أقسام مستقيمة في المفصل ولصقها على حوامل أو مربعات الجدار ؛
لحام أحواض من النوع المفتوح بزاوية 90 درجة ، ولحام الأخاديد إلى مربعات الجدار عند المرور عبر الجدار ، ولحام الأخاديد رأسياً على أقواس في الحائط ؛
مزاريب لحام مفتوحةهذا النوع عندما ينزل في صف الإطار وعند المرور عبر تداخل الأرض ؛
تركيب ولحام الأقواس في المنجم ؛
تركيب الهياكل المعدنية عن طريق لحام في شاههؤلاء والصليب.
متصاعدة من جانب عن طريق لحام المزاريب الرئيسية إلى الصفوفالحوض الصغير والحوض الرئيسي في فترة تصل إلى 2.5 متر ؛
جبل إنها طريقة لحام الخنادق في الهواء الطلق لسحق الأسلاك والإطارات مع مآخذ اختبار في البلد المشترك المشترك.
1.3. يمكن إجراء أعمال اللحام على التجميعات وأجزاء من الهياكل المعدنية في أماكن حدوث انهيار جليدي ، ومنجم ، وعبر البلاد ، ومقوم ، وغرف للبطاريات. عند القيام بأعمال اللحام ، خاصةً في فترة الشتاء ، يجب تضمين تهوية تدفق العادم ، وعند القيام بأعمال اللحام في غرفة المنجم ، يوصى باستخدام أجهزة التهوية المحمولة.
في وضعه يجب الانتهاء من عمل المجمع على لحام المكونات المعدنية قبل تركيب أوعية البطارية. عند إجراء أعمال اللحام في الغرف المزودة بمعدات مثبتة ، يجب حماية الجهاز من دخول المعدن والمقياس.
1.4. عند ربط الخريطة التكنولوجية بأحد الأشياء وظروف البناء ، يتم تحديد نطاق العمل وحساب تكاليف العمالة والمؤشرات الفنية والاقتصادية ووسائل الميكنة ، مع مراعاة الاستخدام الأقصى لأسطول آليات التثبيت وملحقاته المتاحة.
2. تنظيم وتقنية أداء الأعمال
2.1. العمل التحضيري
2. 1.1. قم بإعداد المباني الفنية التي سيتم تركيب تجميع الهياكل المعدنية فيها بواسطة اللحام ، وفقًا لـ GOST 12.3.003-75 ، GOST 12.2.007-75 ، وتجهيزها بمعدات مكافحة الحرائق.
2. 1.2. تسليم الهياكل والأجزاء اللازمة إلى مواقع العمل وترتيبها وفقًا للتسلسل التكنولوجي لأعمال التركيب.
2. 1.3. تعرف على شروط العمل ، وإذا لزم الأمر ، جهز منطقة العمل وفقًا "لقواعد السلامة و السلامة من الحرائق"(SNiP III-4-80، SNiPII-01-02-85).
2. 1.4. تأكد من أن تهوية الإمداد والعادم تعمل.
2. 1.5. قم بإعداد الوثائق والأدوات والتجهيزات اللازمة للحام.
2. 1.6. تأكد من أن معدات اللحام في حالة جيدة.
2.2. معلومات عامة حول وصلات اللحام
2.2. 1. المفصل الملحوم هو عنصر في هيكل ملحوم يتكون من جزأين هيكليين أو أكثر ولحام يربط هذه الأجزاء (انظر GOST 5264-80. "طبقات اللحام").
2.2.2. عند تركيب الهياكل المعدنية فييتم مخيط الأنواع الرئيسية التالية من الاتصالات: بعقب ، حضن ، كوم ، الزاوي.
2.2 0.3. مفاصل البوت هي المفاصل الملحومة الأكثر نموذجية التي تكون فيها أطراف أو أجزاء الأجزاء المرتبطة بهافكر بحيث بينهما مسافة 1 - 2 مم. الأجزاء التي يصل سمكها إلى 6 مم يتم لحامها بماس أحادي الجانب ، وأكثر من 6 مم - مع درزتين جانبيتين.
2.2. 4. يتم إجراء اتصالات متداخلة عن طريق فرض عنصر واحد من الاتصال على آخر. يجب أن يكون مقدار التداخل ضعف مجموع سمك حواف المنتج المراد لحامه على الأقل. أجزاء اللحام ملحومة على كلا الجانبين.
2.2 .5. اتصالات العلامة التجارية - المركبات التي تكون فيها نهاية أحد العناصر مجاورة لسطح عنصر آخر من الهيكل يتم لحامه بزاوية معينة. للحصول على التماس قوي يجب أن تكون الفجوة بين العناصر الملحومة 2 ÷ 3 مم.
2.2.6. موصلات الزاويةيتم تنفيذها في موقع العناصر الملحومة بزاوية صحيحة أو تعسفية ويتم اللحام على طول حواف هذه العناصر على أحد الجانبين أو كلاهما.
2.2.7. كل الأوصاف يتم تصنيع الوصلات الملحومة أعلاه بواسطة التماس ، وهو معدن لحام صلب يصل عناصر الهيكل الملحوم. يتم تقسيم اللحامات وفقًا للمعايير التالية: وفقًا للموقف بالنسبة إلى القوة المؤثرة (انظر الشكل) ، وفقًا للموضع الموجود في الفضاء (انظر الشكل) ، وفقًا للشكل الخارجي (انظر الشكل).
التين. 1. الموقف اللحامات بالنسبة إلى التمثيلgAIN الأولى أ:
أ) الجناح ، ب) أمامي ، ج) منحرف
التين. 2. موقف اللحامات في الفضاء:
أ) أسفل ، ب) أفقي ، ج) عمودي ، د) السقف
التين. 3. الأشكال الخارجية لحامطبقات الحكومية:
أ) محدب ، ب) عادي ، ج) مقعر
2.2.8. قطب كهربائي لمجموعة لحام اعتمادا على سمك الحواف الملحومة ، اكتب مشترك ملحومة وحجم التماس. إلى بعقب المفاصل تم اعتماد توصيات عملية بشأن اختيار قطر القطب اعتماداً على سمك الحواف المراد لحامها:
2.2.9. عند إجراء اتصالات الزاوي و tavrovyتأخذ الاختراعات في الاعتبار حجم ساق التماس: مع سدادة التماس 3 ÷ 5 مم ، يتم اللحام باستخدام قطب كهربائي قطره 3 ÷ 4 مم ، مع ساق 6 ÷ 8 مم ، يتم استخدام أقطاب بقطر 4 ÷ 5 مم.
2.2.10. لقيمة القطر المحدد مجموعة القيمة لحام الحالي، والتي يجب الإشارة إليها على ملصق المصنع ، لصقها على حزمة مع الأقطاب الكهربائية.
2.2.11. يمكن تحديد حجم تيار اللحام للأقطاب الكهربائية 4 ÷ 6 مم بواسطة الصيغة:
Y = (40 ÷ 60) · D e
أين ذ - لحام الحالي ، A ؛
D إيه - قطر القطب ، مم.
2.2. 12. يمكن تحديد كمية تيار اللحام للأقطاب الكهربائية التي يقل قطرها عن 4 مم وأكثر من 6 مم عن طريق الصيغة:
Y = (20 + 6D e) · D e.
إلخ ويجب تعديل هذا لمراعاة سماكة المعدن وموضع اللحام.
إلخ وسمك الحافة من 1.3D إيه إلى 1.6 D إيه يحسب أدى يتم تقليل التيار الحالي لحام بنسبة 10 ÷ 15 ٪ ، وبسماكة الحواف أكثر من 3اه اه - زيادة بنسبة 10 ÷ 15 ٪. اللحام العمودي و مفاصل السقف أداء الحالي ، 10 ÷ 15 ٪ أقل من المحسوبة.
2.2. 13. تصنع الأقطاب المعدنية للحام بالقوس وفقا لـ GOST 9466-75. أقطاب معدنية مغلفة بقوس اللحام اليدوي والتسطيح. التصنيف والأبعاد والمتطلبات الفنية العامة. "
الأحجام التي تحددها مواصفات الدولة القياسية:
الجدول 1
قطر القطب ، مم
|
طول القطب ، مم
| ||
أسلاك الكربون وسبائك
|
من الأسلاك عالية سبائك
| ||
200; 250
|
150; 200
| ||
200; 250
| |||
250; 300
| |||
300; 350
|
300; 350
| ||
350; 450
| |||
350; 450
| |||
10,0
| |||
12,0
| |||
2.2.14. التحمل على طول القطب مع الإنتاج اليدوي يصل إلى mm 7 ملم ، ومع إنتاج الجهاز يصل إلى mm 3 مم. يتراوح الانحراف المسموح به في القطر من -0.12 إلى +24 مم ، اعتمادًا على قيمة القطر ودرجة الدقة المحددة.
2.3. تسلسل وأساليب العمل
2.3. 1. بناء محطة لحام (انظر الشكل) ، والتي:
التين. 4. من hema محطة لحام مجمع لحام اليدوي
أ) تثبيت هـ محول اللحام في مكان مجهز بشكل خاص وفقًا لقواعد السلامة والسلامة من الحرائق. علامة محول اللحام ، حدد الجدول. .
الجدول 2
لحام الحالي ، أ
|
الجهد ، الخامس
|
القدرة المقدرة ، kV · A
|
الأبعاد الكلية ، مم
|
الوزن كجم
| ||||
تصنيف العمل
|
خامل
| |||||||
مقدر
|
حدود التنظيم
| |||||||
TD -306U2
|
60 - 175
|
26,4
|
11,4
|
570 × 325 × 530
| ||||
TD -06U2
|
100 - 300
|
17,5
|
630 × 365 × 590
| |||||
TD-251U2
|
100 - 260
|
420 × 260 × 450
| ||||||
TD -500-4U2
|
100 - 560
|
60 - 76
|
570 × 720 × 835
| |||||
T DM-317U2
|
60 - 360
|
32,6
|
80/62
|
585 × 555 × 818
| ||||
T DM-401U2
|
80 - 460
|
80/64
|
585 × 760 × 848
| |||||
T DM-503U2
|
75 - 580
|
75/65
|
555 × 585 × 888
| |||||
T DM-502U2
|
100 - 550
|
26,5
|
720 × 845 × 780
| |||||
ملاحظة. يوضح الجدول المحولات المتاحة تجاريا للقوس اليدوي لحام. قد يتم استبدال المحولات بآخرين.مماثلة في الاستخدام ؛
ب) ربط الفممحول لحام جديد لشبكة الإمداد بالطاقة من خلال مفتاح أو بداية مغناطيسية باستخدام أسلاك PRG (GOST 20520-80) أو AKRPT أو AKPRTN (GOST 13497-77E) ؛
ج) وضع حالة محول اللحام بمساعدة الأسلاك المشار إليها في البند ب ؛
د) قم بتوصيل أحد أطراف محول اللحام بالجزء الذي سيتم لحامه بمساعدة مقطع (انظر الشكل) بأسلاك PRG (GOST 20520-80) أو AKRPT أو AKPRTN (GOST 13497-77Е) ؛
عندما أ. 5. مقاطع لتوصيل سلك اللحام بالمنتج الملحوم:
أ) الخارجية ، ب) المسمار
د) توصيل محطة اللحام الثانيةمحول إلى حامل كهربائي (انظر الشكل) بسلك PGD أو PRGDO (GOST 6731-77E) ؛
التين. 6. أنواع حاملي القطب
هـ) اختيار المقطع العرضي من الأسلاك للعمل للحام بطول لا يزيد عن 30 مترًا وفقًا للمعايير الموصى بها:
أعظم قيمة لحام الحالي ، و
|
200
|
300
|
450
|
600
|
منطقة مستعرضة من الأسلاك ، مم 2:
| ||||
وحيد
| ||||
مزدوج
|
2 × 16
|
2 × 25
|
2 × 35
|
ز) في الطول لا أسلاك لحام إلى 100 - 150 متر انخفاض الجهد يتم تحديده من خلال الصيغة:
U لتر = 173 جالون / ثانية ،
حيث ش lade الجهد ، الخامس ؛
J - لحام الحالي ، A ؛
ρ - مقاومة الأسلاك ، أوم · م ؛
ل - طول السلك ،م؛
الصورة - منطقة مستعرضة من الأسلاك ،مم 2.
إذا كانت القيمة هي U l يتجاوز المسموح به بأكثر من 5 ٪ ، فمن الضروري زيادة مساحة مستعرضة من الأسلاك.
ح) الاستخدام استخدم لحماية العينين والبشرة عند اللحام باستخدام واقيات أو أقنعة أو خوذات للوجه (GOST 1361-69) (انظر الشكل).
عندما أ. 7. وسائل الحماية ضد آثار قوس اللحام والترشيش
2.3.2. الم Ù قم بتركيب الحامل وفقًا للمشروع والوثائق التعليمية لجميع المربعات الجدارية الضرورية ، والأقواس الموجودة في مبنى قاعة المحركات ، والمنشآت عبر البلاد ، والمنجم وإمدادات الطاقة.
عندما أ. 8. مزاريب اللحام فيتقاطع
لنا زوايا مربعةيتم لحام نهايات الأخاديد الرئيسية على كلا الجانبين كما هو موضح في الشكل. .
التين. 9. تثبيت الحضيض على شريحة أو مربع على طول الجدار
2.3.4. مرر المزالق الرئيسية من خلال الفتحة الموجودة في جدار الغرفة ، ثم حركها إلى المزالق الرئيسي ، وضعت وثابتة (انظر ص.) بحيث الفجوة بين المزالق تساوي 1 mm 2 مم ، ولحام المزالق الرئيسية في المفصل بزاوية 90 درجة (انظر الشكل والشكل). بالإضافة إلى ذلك ، كل جانب من المزراب يغلي من جميع الجوانب.
التين. 11. ربط الحضيض الرئيسي عند التقاطع عند 90 درجة
2.3.5. خط اللحام الرئيسيحول في المرور عبر الجدار إلى المربعات الجدار (انظر الشكل). يتم لحام على جانب واحد من الحضيض بواسطة التماس من جانب واحد في نمط رقعة الشطرنج.
P عيسى. 12. تمرير الشكوى الرئيسية من خلال الجدار
2.3.6. قم بلصق المزاريب الرئيسية العمودية على الأقواس المثبتة على جدار الغرفة (انظر الشكل). يرصد اللحام لكل قوس من ثلاثة جوانب.
الأرز . 13. ربط الجذع العمودي على الحائط
2.3 0.7. قم بتركيب منحدرات الأخاديد الرئيسية في صف الإطار (انظر الشكل) ، بينما يتم لحام الأخاديد في أقواس صف الإطار ، اجعلها من ثلاثة جوانب من كل قطاع جانبي من الأخدود.
عندما أ. 14. نزول المزاريب في رقم الإطار
2.3.8. جبل النزول السحرةتتداخل أحواض البلد في أماكن مرورها عبر الأرضية (انظر الشكل). عند القيام بالعمل ، قم بلصق الأخاديد الرئيسية في إطار الفتحة خلال ، وجعل من كلا الجانبين من الشرائط الجانبية للقناة.
التين. 15. تمرير جهاز المزاريب الرئيسية من خلال التداخل
2.3.9. تجميع الهياكل الفولاذية في غرفة المنجم. قواعد الأقواس ذات الشقوق ملحومة في المربعات الأساسية. في الجزء العلوي من الأقواس عندما يخمر إلى بولو الصلبكل 30 × 4. يظهر مثال على تصاعد الأقواس في المنجم في الشكل. .
التين. 16. مثال على تركيب الأقواس في المنجم
يتم تثبيت صفوف الأقواس المشقوقة بينها وبين جدران المبنى بمساعدة المربعات الرئيسية 40 × 50 × 4 ، والتي يتم لحامها في الجزء العلوي من الأقواس المربعة والمربعات الجدارية. يتم لحام البالوعات العادية في غرفة التعدين إلى المربعات الرئيسية ، ويتم لحامها في المربعات الشديدة من الحضيض من جانبين (انظر الشكل) ، وإلى الساحات الأخرى - من جانب واحد في نمط رقعة الشطرنج (انظر الشكل والتين).
التين. 17. موقع وموقع مزاريب اللحام في المنجم (تقريبي)
التين. 18. موقع وموقع مزاريب اللحام في المنجم (تقريبي)
2.3.10. تقسم المربعات الرئيسية لتثبيت صفوف الأقواس في المنجم بطريقة اللحام المشترك (انظر الشكل أ) أو التداخل (انظر الشكل ب).
التين. 19. أمثلة من تقسم الجذعس الساحات
2.3.11. تثبيت المزالق الهواء على جدران غرفة الألغام. مثال على موقع وموقع أخاديد اللحام في الشكل. والأرز .
التين. 20. موقع وموقع مزاريب اللحام في المنجم (تقريبي)
التين. 21. موقع وموقع مزاريب اللحام في المنجم (تقريبي)
2.3.12. يشبه تركيب الهياكل المعدنية عبر البلاد تركيب الهياكل المعدنية في المنجم. يتم إرفاق صفوف من الخزانات في المناطق المتقاطعة مع بعضها البعض وعلى المربعات الجدارية للغرفة بمساعدة المربعات الرئيسية 40 × 50 × 4 ، والتي يتم لحامها بإطار المربعات المتقاطعة والجدران. يتم تثبيت ربط المزاريب العادية في الصليب بطريقة اللحام بشكل مشابه للربط في المنجم. يظهر مثال على تركيب الأخاديد فوق خلايا الصليب في الصفحة. .
P عيسى. 22. مثال على تركيب المزاريب فوق الخلايا المتقاطعة
2.3.13. تتم عملية تثبيت المزاريب الرئيسية على الجنبات بطريقة اللحام بمساعدة قضيب يتم لحامه على الأشرطة الجانبية للأخاديد العادية والرئيسية على كلا الجانبين (انظر الشكل 23).
التين. 23. ك تسخين الحضيض الرئيسي إلى العادي
2.3.14. ربط المزاريب الرئيسية Zh المزاريب الرئيسية في فترة تصل إلى 2.5 متر حولهناك طريقة لحام ، ويتم تعزيز المزلق الرئيسي للقوة بقضبان فولاذية ملحومة لكلا المزاريب الجانبية (انظر الشكل).
التين. 24. ربط الحضيض في فترة تصل إلى 2.5 متر
3 .3.15. يتم إجراء تثبيت الأخاديد للأسلاك المتقاطعة بشكل مشابه لتثبيت الأخاديد الرئيسية في نطاق يصل إلى 2.5 متر أيضًا عن طريق طريقة اللحام ، فقط دون استخدام قضبان تصلب الفولاذ. مثال على تصاعد المزاريب في الشكل. .
التين. 25. مثال على تركيب مزراب لأسلاك الكروم
2.3. 16. يتم تثبيت الإطار بواسطة مآخذ اختبار في البلد المشترك عبر اللحام. يظهر في الشكل مثال على تركيب الإطار باللحام. .
التين. 26. إطار الربط مع اختبار الرافعات في الصليب المشترك
2 .3.17. بعد الانتهاء من تركيب الهياكل المعدنية ، يتم تنظيف الوصلات الملحومة من الحجم ، ويتم فحص جودة تنفيذها ورسمها بالمينا الرمادية.
2.3. 18. في عملية التحقق من جودة الوصلات الملحومة عن طريق الفحص الخارجي باستخدام عدسة مكبرة ذات عيوب زيادة بمقدار 10 أضعاف يمكن اكتشافها. يتم عرض أنواع العيوب الناتجة عن عملية اللحام في الشكل. .
التين. 27. عرض عيوب اللحام
2 .3.19. يتم تصحيح عيوب المفاصل الملحومة باللحام ، تليها إزالة الترسبات والطلاء بطبقة واحدة من المينا الرمادية.
2.4. تدابير أمنية أثناء اللحام
2.4. 1. حالات مصادر الطاقة القوسية (المحولات) ، المعدات المساعدة للحام والمنتجات الملحومة يتم تأريضها قبل بدء العمل.
2.4.2. إلى يتم إجراء التأريض باستخدام سلك نحاسي ، يتم توصيل أحد طرفيه بمسامير خاصة مع "الأرض" المنقوشة على جسم مصدر طاقة القوس ، والطرف الآخر لحافلة التأريض.
2.4 0.3. لتوصيل محول اللحام بالشبكة ، يتم استخدام صناديق الحائط مع مفاتيح السكين والصمامات والمشابك. يجب ألا يزيد طول أسلاك إمداد التيار الكهربائي عن 10 أمتار.
2.4.4. إذا لزم الأمر ، وزيادة أسلاك الكهرباء المستخدمة الاتصالمخلب الجسم مع كتلة عازلة قوية.
2 .4.5. يتم تعليق الأسلاك الكهربائية على ارتفاع يتراوح بين 2.5 و 3.5 متر ، ويتم تشغيل الكابلات في أنابيب معدنية.
2.4.6. لحام المواليةيجب استخدام الماء مع عزل جيد وله مقطع عرضي مطابق لتيار اللحام.
2.4.7. شارع يتم اختيار هذه المرشحات ، التي يتم إدخالها في فتحة عرض الدرع أو القناع أو الخوذة ، وفقًا لـ GOST 9497-60 ، اعتمادًا على تيار اللحام. هناك أربعة أنواع من المرشحات الزجاجية: E-1 (للتيارات 30 - 75 A) ، E-2 (للتيارات 75 - 200 A) ، E-3 (للتيارات 200 - 400 A) ، 3 - 4 (للتيارات التي تزيد عن 400 A).
2.4.8. لحماية عيون العمال الذين يساعدون في تنفيذ أعمال اللحام ، استخدم المرشحات B-1 و B-2 و B-3.
2.4.9. أعمال اللحام المنجزة في المشروع المشتركوزرة من القماش المشمع أو القماش الكثيف ، في القفازات وغطاء الرأس بينما السراويل نيجب أن تكون مثبتة في الأحذية ، وجيوب - يجب أن تغلق مع الصمامات ، ويجب ألا تكون سترة في السراويل.
2.4 0.10. عندما لحام السقف ، الأفقي و المفاصل العمودية ارتداء قماش oversleeves وربطها بإحكام على الأكمام على اليدين.
2.4. 11. لا يتم تنظيف اللحامات من الخبث إلا بعد التبريد الكامل ودائمًا مع النظارات ذات الزجاج العادي.
2.4. 12. أجهزة التهوية يجب أن توفر تبادل الهواء أثناء التشغيل اليدوي. لحام القوس الأقطاب الكهربائية مع طلاء عالي الجودة من 4000 إلى 6000 م 3 لكل 1 كجم من استهلاك القطب.
2.4. 13. تركيزات المواد التالية في الهواء (بالملغ / م 3) مسموح بها في مكان العمل: المنجنيز ومركباته - 0.3 ؛ الكروم ومركباته - 0.1 ؛ الرصاص ومركباته - 0.001 ؛ فلوريد الهيدروجين - 0.5؛ أكسيد النيتروجين - 5،0 ؛ البنزين والكيروسين - 300.0.
تركيز Netoxومع ذلك ، إذا كان محتوى الكوارتز الموجود في الغبار يتجاوز 10٪ ، فإن تركيز الغبار غير السام مسموح به فقط يصل إلى 2 مجم / م 3.
2.5. التكوين العددي لفناني الأداء
أعمال التركيب تتم عملية لحام الهياكل المعدنية لمحطة الهاتف الأوتوماتيكية بطريقة اللحام عن طريق رابط مع عدد إجمالي من 3 أشخاص ، بما في ذلك: مُثبِّت اتصالات مكون من 5 فئات ومُركبتين للاتصالات من 4 فئات ، إحداهما أكملت دورات تدريبية حول طرق اللحام.
2.6. تكلف العمالة
الوقت المعتاد تغيير اللحام - يتكون T من خمسة عناصر: الوقت التحضيري -ر ن ، الوقت الأساسي -ر س الوقت الإضافي - ر بالإضافة إلى ذلك الوقت الإجمالي - ر د والوقت النهائي - ر ح.
أين ذ = 7.85 جم / سم 3 - كثافة محددة من الصلب ،
F = 0 ، 55 سم 2 - المقطع العرضي درز
L = 100 سم - طول التماس ،
د في = 10 جم / أ · ح - معدل ترسب الأقطاب الكهربائية ،
ي = 180 A - القوة الحالية أثناء اللحام ،
أكوام. = 0،25 - معامل مع مراعاة تنظيم العمل ،
إلى - معامل مع مراعاة تنظيم العمل لكل 100 سم من التماس ،
ر س - وقت القوس الرئيسي.
تكلف tr ترد تكاليف الوحدة في الجدول. .
الجدول 3
اسم العمل
|
وحدة القياس
|
نطاق العمل
|
معدل الوقت لكل وحدة القياس ، ساعات العمل
|
تكلفة العمالة لحجم كامل ، مان ح
|
التسعير لكل وحدة قياس ، rub.-cop.
|
تكلفة الحجم بأكمله ، rub.-kop.
| |
تركيب المعادن ATS عن طريق اللحام
| |||||||
منتج العمل
|
السيد
| ||||||
1
|
2
|
3
|
4
|
5
|
6
| ||
العمل التحضيري
|
التنظيم الصحيح لمكان العمل.
قابلية صيانة معدات اللحام وموثوقية أسسها. وجود ودقة السباقاتلعبة البولو حياة الهياكل والأجزاء اللازمة
|
بصريا
|
د حول بدء العمل على لحام الهياكل المعدنية
| ||||
نوعية المفاصل الملحومة
|
وجود الشقوق ، المسام ، شوائب الخبث ، الاختراق غير المكتمل ، التخفيضات ، العواصف ، الاحتراق ، الحفر ، عرض التماس غير المستوي ، التشريد حواف ملحومة
|
بصريا باستخدام عدسة مكبرة مع التكبير 10x
|
في عملية اللحام
|
3. المؤشرات الفنية والاقتصادية
تعقيد العمل ، والناس.-يوم. -
المدة ، الأيام -
عدد المثبتات المستخدمة ، بيرس. - 3
4. الموارد المادية والتقنية
الحاجة إلى الأدوات والأجهزة يؤديصيا في التبويب. .
1
لعقد القطب لحام
سلك لحام ماركة PRGDL = 3 م
GOST 6371-77E
للاتصال حامل الكهربائي
اقتران اقتران
MS-2
لتوصيل الأسلاك
محطة الأرض
RS-3
لحماية العينين من عمل القوس
حجم ضوء الزجاج 52 × 104 × 3
لحماية مرشحات الضوء
فرشاة معدنية على البطاقة
TU 494-01-104-76
لتنظيف الأسطح الملحومة
قناع لحام AL
GOST 1361-69
للحماية ضد قوس اللحام
إزميل
GOST 7211-72
لتجريد التماس
طي المعادن متر
غوست 7253-54
لقياس أجزاء والمسافات بينهما
محول اللحام
TD-251 U2
البريد ektrody
لحام - عملية معقدة ، يجب أن يتم تنفيذها في تسلسل صارم لبعض الإجراءات المرتبطة بإعداد المعدن ، وتنفيذ المفصل الملحوم والتحكم اللاحق. حبة اللحامإذا لم يتم إيلاء الاهتمام المناسب ، فهي نقطة ضعف في أي هيكل ملحوم. قد يكون السبب في ذلك أوجه القصور في تطوير تكنولوجيا اللحام ، أو عدم وجودها على الإطلاق ، وعدم كفاية التحكم ، والاختيار غير الناجح لمعدات ومواد اللحام. ونتيجة لذلك - هناك عدد كبير من العيوب والخسائر التي تكبدتها المنظمة للقضاء عليها. من الممكن تجنب الخسائر من خلال تطوير التعليمات بشكل صحيح لأداء أعمال اللحام والتحقق من تنفيذها.
إذن ما هي خريطة عملية اللحام؟ إن خريطة عملية اللحام أو الخريطة التكنولوجية للحام ، كما يطلق عليها أيضًا ، هي وثيقة تنتج عن تطوير تكنولوجيا اللحام لمفصل معين ، والتي تحدد أهم المعلمات التكنولوجية لإنشاء مفصل ملحوم ، وهذا في جوهره ، هو تعليمة لحام خاصة بالمفاصل. تم اعتماد مخطط تدفق اللحام ودخل حيز التنفيذ في 1 يناير 1984 ، قبل أكثر من 30 عامًا. عند تطوير تكنولوجيا الهياكل المعدنية للحام ، يجب عمل كل وصلة ملحومة وفقًا لمخطط اللحام الذي تم تطويره لها.
يجب أن يحتوي توجيه اللحام على البيانات التالية:
1. معلومات حول المعادن الأساسية.
2. معلومات حول جودة وتحضير المفصل للحام: بيانات عن القطع (حجم الفجوة ، حجم القطع ، زاوية ميل القطع ، إلخ) ، وعدد ومواقع المسامير ، بيانات عن التنظيف الأولي للحواف ، أبعاد التماس.
3. بيانات عن تثبيت المنتج الذي يتم لحامه وعن التسخين المحتمل. وكذلك تسلسل مرور يمر في اللحام.
4. معلومات حول معدات اللحام المستخدمة ومواد اللحام. اختيار مواد اللحام تعتمد المعدات على معلومات مختلفة تم الحصول عليها من الأدب ، بما في ذلك اللحام المحترف (المجلات والمقالات) ، بناءً على خبرتهم الخاصة ، وكذلك على مراجعات المنظمات.
5. قد تتضمن المعلومات حول وضع اللحام ، اعتمادًا على طريقة اللحام: تيار اللحام ، جهد القوس ، سرعة اللحام ، الاستقطاب أثناء اللحام ، الاستهلاك غاز واقي، وسرعة تغذية الأسلاك ، إلخ. قد يؤدي انتهاك أوضاع اللحام الموصى بها إلى تقشر المعدن اللحام والمنطقة المتأثرة بالحرارة.
6. معلومات حول شكل الوصلة الملحومة ، طرق ومقادير جودة التحكم في الوصلة الملحومة.
يبدأ تطوير خريطة عملية اللحام بتحليل المواد التي يتم لحامها واختيار طريقة اللحام. بعد ذلك ، يتم إجراء تحليل للظروف التي ستعمل في ظلها. البناء الملحومة ويتم تحديده بواسطة الوثائق التنظيمية التي يتم تقنين تصنيعها وتشغيلها. علاوة على ذلك ، ووفقًا للأدبيات التنظيمية والبيانات المحسوبة ، يتم تحديد وضع اللحام ، ويتم حساب العدد المطلوب من التمريرات ، وهندسة المفصل الملحوم والمعلمات الأخرى.
يتلقى كل مخطط انسيابي للحام رقم التعريف الخاص به ، والذي يتم استخدامه أيضًا للإشارة في الوثائق الفنية ومواصفات المشروع. يقدم المطور نفسه خريطة عملية اللحام ، كما يضع توقيعه في أسفل النموذج.
أثناء بناء المنشأة في الإنتاج يجب تعيين
مخططات تدفق جميع أنواع المفاصل الملحومة المستخدمة. يتم تخزين مجموعة كاملة من مخططات عملية اللحام في قسم اللحام الرئيسي. يتلقى اللحام مخططات تدفق للمفاصل الملحومة ، التي يؤديها أثناء العمل. يتم إجراء فحص ومراقبة الحواف المعدة واللحامات الجاهزة من قبل الخدمة التحكم الفني وفقا لقسم مراقبة الجودة واختبار المفاصل الملحومة. وبالتالي ، لا يوجد أي خلط بين الخدمات ، حيث يتم الإشارة إلى كل ما هو ضروري في مخطط تدفق المفصل الملحوم.
مخططات تدفق جميع أنواع المفاصل الملحومة المستخدمة. يتم تخزين مجموعة كاملة من مخططات عملية اللحام في قسم اللحام الرئيسي. يتلقى اللحام مخططات تدفق للمفاصل الملحومة ، التي يؤديها أثناء العمل. يتم إجراء فحص ومراقبة الحواف المعدة واللحامات الجاهزة من قبل الخدمة التحكم الفني وفقا لقسم مراقبة الجودة واختبار المفاصل الملحومة. وبالتالي ، لا يوجد أي خلط بين الخدمات ، حيث يتم الإشارة إلى كل ما هو ضروري في مخطط تدفق المفصل الملحوم.
في كل مؤسسة ، عند التنظيم إنتاج اللحام يتم تجميع خرائط عملية اللحام ، وإلا فإنه من الصعب الحفاظ على المعلمات المفروضة على جودة العمل المنجز. لا يمكن لبعض الشركات تحمل تكاليف صيانة التركيب الهندسي الباهظ لإنتاج اللحام. يقلل تكاليف صيانة العمال التقنيين والهندسيين ، وعلى أساس العقد والمهمة الفنية ، في أقصر وقت ممكن ستقوم بتطوير مجموعة من مخططات تدفق اللحام ، وكذلك تحديد المعدات والمواد.
من أجل الحصول على نتيجة نوعية للعمل المنجز أثناء اللحام ، يجب أن يسترشد عامل لحام بمستند يصف بشكل صحيح جميع الخطوات التي ينطوي عليها اللحام في موقع البناء. قد يؤدي عدم اتباع التوصيات الواردة في خطة العملية إلى تدمير المفصل الملحوم أثناء التشغيل ، مما قد يترتب عليه عواقب لا رجعة فيها.
1. اسم المنتج: تحقق المشتركة ملحومة.
2. طريقة اللحام: القوس اليدوي (RD).
3. NTD على اللحام: РД 153-34. (RTM - 1c) ، BCH 006-89 ، GOST.
4. المواد الرئيسية:
مؤشر مجموعة الصلب: الكربون (M01)
الصف الصلب: الصلب 10 وفقا ل GOST 1050
عناصر ملحومة: الأنابيب وفقا ل TU 14-3P.
قطر الأنابيب المرتبطة ، مم ، 159.
سمك الجدار ، مم : 6
5. اتصال:
نوع الاتصال: http://pandia.ru/text/78/072/images/image003_60.gif "width =" 231 "height =" 44 src = "\u003e
تصميم متطور: V - arr. ، اكتب TR-2 وفقًا لـ RTM-1s-2001
أو C17 وفقًا لـ GOST 16037
أو C17 وفقًا لـ GOST 16037
تعيين الاتصال: SSH-T-CV-H 45 (أو B1).
هيكل اتصال | |
 |  |
أبعاد البناء
أ = 2.5 + 0,5 (2.5 - 3) مم
b = 1 ± 0.5 (0.5 - 1.5) مم
α = 30 ± 3 (27 - 33) درجة
|
6. طريقة إعداد الحافة: الميكانيكية (Rz 80).
7. فحص الأنابيب قبل التجميع:
تحقق من صحة حواف القطع: ما إذا كانت الأسطح المجاورة لحواف الملفات يتم تنظيفها لمعان معدني ؛ مسح الحواف مع الأسيتون. تحقق من عدم وجود تلوث للأنابيب في الخارج والداخل ، وتحقق من الانحراف عن عمودي الأسطح النهائية للأنابيب المرتبطة وعدم وجود تلف ميكانيكي على الحواف.
8. طريقة التجميع: تك على الزاوية.
9. متطلبات معالجة: RD ، 3 - 4 قطع. ، الطول - 30 - 40 مم.
توزيع بالتساوي حول محيط ، لا تفرض على جزء السقف من الجدار ، رفع ارتفاع 4-5 مم ؛قم بتنظيف طبقات اللحام باستخدام فرشاة معدنية.
10. تحقق من جودة التجمع و تك. النزوح الداخلي
يجب ألا تتجاوز الحواف 1.6 مم. ويتم لحام عينة من بعد
السيطرة على صحة التجمع.
11. مواد اللحام: أقطاب العلامة التجارية UONI 13/55 R ، TMU 21U ،
GOST 9466 و 9467 - للمعالجة ، خياطة الجذر وملء انقسام بعقب من 2.5 - 3 مم ، وطبقة مواجهة من Ø 4 مم.
GOST 9466 و 9467 - للمعالجة ، خياطة الجذر وملء انقسام بعقب من 2.5 - 3 مم ، وطبقة مواجهة من Ø 4 مم.
12. موقف اللحام أثناء اللحام: مائل ، وبدوره (H 45).
13. التدفئة: بدون تدفئة.
14. معدات اللحام: VDM-1202 ، ست وظائف مع KSU-320 ، أو غيرها من المعدات المماثلة.
15. المتطلبات التكنولوجية للحام:
بناء اللحام.
|
الإجراء لفرض بكرات.
| |
زاوية الميل 45 درجة. | ||
التين. 2 أ | الشكل 2 ب | التين. 3 |
· مفصل اللحام في 3 طبقات: I - الجذر ، II - الحشوة ، III - التي تواجه ، مع إعادة الانصهار الكامل لدرزات التين ، التين. 2. ترتيب بكرات تراكب على التين. 3:
ولدت لأداء بعد تك والسيطرة.
· نفذ الطبقة الجذرية للتماس (I) على خطوتين من الدائرة starting ، ابدأ في لحام الطبقة في جزء السقف من المفصل ، وتراجع بنسبة 10 - 30 مم. من النقطة السفلية ، على التوالي ، إلى اليمين من الأسفل إلى الأعلى ومن اليسار إلى الأسفل - العمليتان 1 و 2.
· ارتفاعات الأسطوانة: طبقة الجذر 4-5 مم ، لاحقًا - 3-4 مم - مع موضع التماس عند اللحام H 45.
يشبه إجراء تطبيق طبقات التماس اللاحقة (II و III) الإجراء الخاص بتطبيق طبقة الجذر (I) ، كما هو موضح في الشكل. 3 (أقفال إزاحة بمقدار 12-18 مم). بعد تطبيق كل طبقة من التماس لتنظيف بفرشاة معدنية. لا تقم بتنظيف الطبقة المواجهة بمطحنة ، ولا تصحح العيوب المكتشفة.
· معلمات اللحام الحالي:
لا بكرة
| طريقة اللحام |
القطب الكهربائي
|
النوع الحالي ، قطبية
|
القوة الحالية
|
أنا |
ثابت ، عكس
|
· يجب إشعال القوس على حافة الأنبوب أو على المعدن اللحام على مسافة 20-25 مم من الحفرة. قبل إطفاء القوس ، يجب أن يملأ اللحام الحفرة عن طريق إزالة القطب تدريجياً وإعادة القوس من 15 إلى 20 مم إلى المفصل المطبق للتو.
· جدد التماس بعد استبدال القطب بتداخل الأسطوانة المطبقة مسبقًا ، لكن دون زيادة الكسب.
16. المعالجة الحرارية للمفاصل الملحومة: دون المعالجة الحرارية.
17. متطلبات مراقبة الجودة للمفاصل الملحومة:
التحكم البصري والقياس (VIC).
· مواد اللحام الأساسية والأجزاء المعدة للحام ؛
· تجميع أجزاء لحام ، تيكينج ؛
· التحكم التشغيلي لعملية اللحام ؛
· السيطرة على المشترك ملحومة الانتهاء.
18. تسجيل الوثائق الخاصة باللحام والتحكم (البيانات التي يدخلها أعضاء لجنة التحكيم في البطاقة الشخصية للمشارك).
جزاكم الله خير